
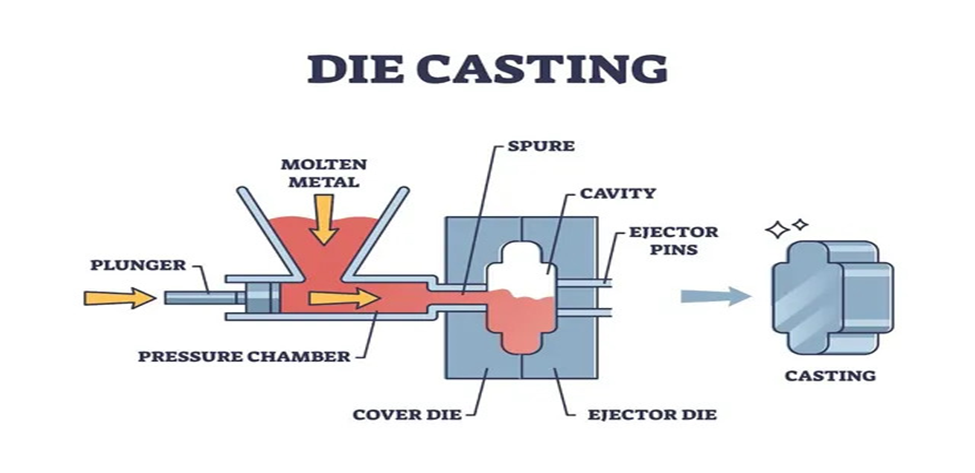
Это производственный процесс, в котором расплавленный металл под давлением заполняет полость формы, также известной как литье под давлением. Форма обычно изготавливается из высококачественной стали, и, следовательно, деталь может быть произведена в больших количествах, а термин используется для обозначения производства многих деталей. Готовая деталь получается путем открытия формы после того, как расплавленный металл охлаждается и образует твердый слой. Этот вид использования процесса в основном применяется при изготовлении сложных металлических деталей, требующих высокой точности измерений и полированных поверхностей. Литье под давлением может осуществляться из алюминия, цинка и магния, но в зависимости от области применения и других требований могут использоваться и другие металлы. Литье под давлением считается одной из экспертных технологий производства в концепции массового изготовления мелких и средних деталей из металлов. Популярность метода распространилась на автомобильную, аэрокосмическую промышленность, электронику и промышленное оборудование благодаря его способности производить прочные легкие детали сложной конфигурации. Однако широкое признание этот процесс получил благодаря своей способности производить изделия со сложной геометрией, которые было бы очень трудно изготовить с помощью обычных технологий.
Как работает литье под давлением
Формовка - это первая часть процесса литья под давлением. С одной стороны формы находится половина, и это половина определенного дизайна, чтобы придать форме конечный продукт. Полости и стержни разрабатываются для пресс-форм, которые обычно изготавливаются на заказ, чтобы деталь была воспроизведена как можно точнее.
1. Инжекция расплавленного металла:
Затем расплавленный металл впрыскивается в полость формы под высоким давлением, чтобы сформировать желаемую форму. Металл обычно нагревают на один градус выше деформации плавления, чтобы сделать его текучим. При литье под давлением давление, под которым расплавленный металл подается в форму, может составлять от нескольких тысяч до десятков тысяч psi (фунтов на квадратный дюйм), чтобы убедиться, что расплавленный металл попадает в каждую деталь формы.
2. Застывание:
Это происходит, когда металл впрыскивается в полость корпуса, где он охлаждается и затвердевает. Качество отливки зависит от скорости охлаждения. В этом случае вступают в действие дополнительные режимы разрушения (сдвиг, подъем и скольжение), что приводит к более быстрому охлаждению, повышению прочности и улучшению качества поверхности, и медленному охлаждению, которое может привести к увеличению количества внутренних дефектов и снижению механических свойств. Для облегчения процесса охлаждения обычно используются системы водяного охлаждения, встроенные в пресс-форму.
3. Выброс:
После этого металлу дают остыть и затвердеть, а затем легко снимают форму с крупной отливки и извлекают деталь. Большую часть времени занимает выталкивание детали из формы с помощью механической системы выталкивателей. Это зависит от сложности детали, которая требует других дополнительных действий, а именно обрезки и механической обработки для придания окончательной формы и размеров.
4. Контроль качества:
После выталкивания детали проводится проверка ее качества. Она может включать проверку размеров, визуальный осмотр и механические испытания, чтобы подтвердить, что деталь соответствует требованиям или превосходит их. Теоретически при литье под давлением достигается высокая точность и повторяемость.
Виды литья под давлением
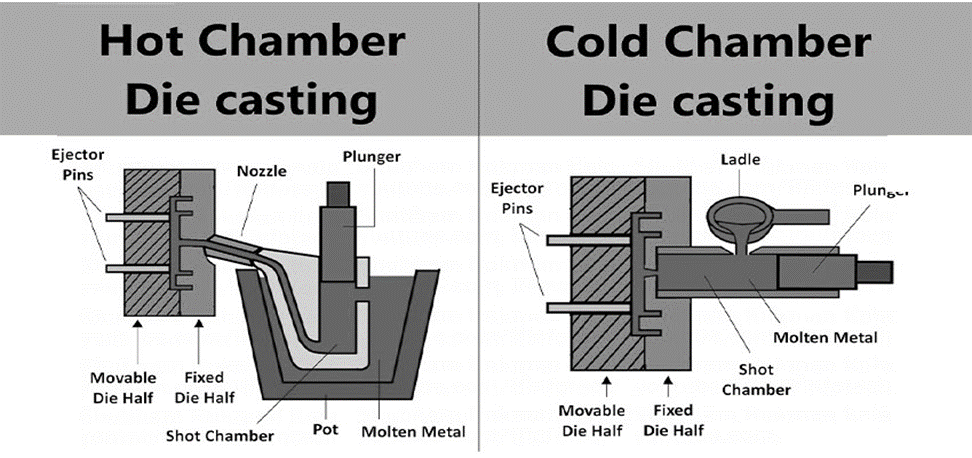
Существует два типа литья под давлением, это литье под давлением с горячей камерой и литье под давлением с холодной камерой. Все они хороши и имеют свои преимущества, ограничения и идеальные области применения.
1. Горячее камерное литье под давлением
Процесс, наиболее подходящий для таких металлов, как цинк, магний и свинец, - это литье под давлением в горячей камере, поскольку оно происходит при высоких температурах и точках плавления. Система впрыска устанавливается внутри плавильной печи, таким образом, металл всегда находится в контакте с камерой.
Преимущества:
- Поскольку расплавленный металл впрыскивается в форму, находясь в камере впрыска, литье в горячей камере занимает меньше времени, чем литье в холодной камере.
- Одноступенчатый: требует меньшего количества компонентов и времени на настройку, поэтому считается экономичным, особенно при больших объемах работ.
- Для некоторых металлов; Горячее камерное литье под давлением наиболее целесообразно в ситуациях, когда используемые металлы имеют низкую температуру плавления, так что загрязнение металлов будет минимальным или вообще отсутствовать.
Недостатки:
- Не может использоваться для металлических изделий с высокой температурой плавления, таких как алюминий и латунь, из-за высокой температуры металла, которая расплавляет камеру.
- Все компоненты подвергаются воздействию расплавленного металла, поэтому с течением времени они сильно изнашиваются.
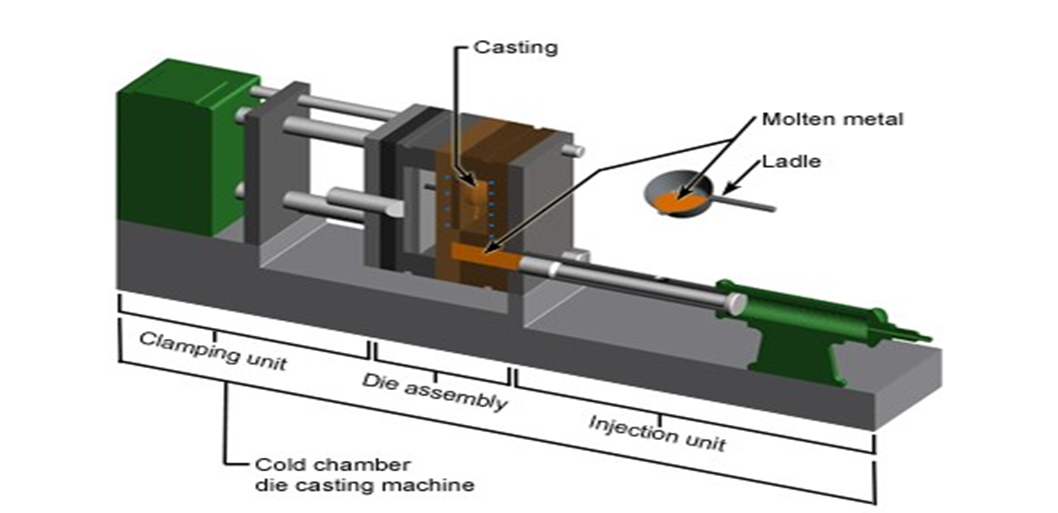
2. Холодное камерное литье под давлением
Металлы с более высокой температурой плавления, такие как алюминий, латунь и медь, отливаются методом литья под давлением в холодной камере. В этом случае расплавленный металл поступает из второй печи в холодную камеру, а затем в полость формы.
Преимущества:
- С точки зрения универсальности выбора материалов, литье под давлением в холодной камере предлагает универсальность в использовании материалов, что позволяет применять материалы с высокой температурой плавления.
- Больший контроль над качеством металла: Поскольку расплавленный металл заливается в камеру отдельно, качество металла можно хорошо контролировать, чтобы предотвратить загрязнение.
- Увеличенный срок службы инструмента: Поскольку в процессе впрыска он больше не контактирует с металлом, срок службы инструмента увеличивается.
Недостатки:
- Замедленное время цикла: ручная заливка металла в камеру удлиняет цикл.
- Стоимость будет выше, поскольку это дополнительная процедура с более сложным оборудованием.
Сравнение методов литья под давлением: горячая камера и холодная камера
Здесь представлено сравнение наиболее распространенных типов двух методов литья под давлением,
| Характеристика | Горячее камерное литье под давлением | Холодное камерное литье под давлением |
| Совместимость с металлами | Лучше всего подходит для металлов с низкой температурой плавления (например, цинка, свинца) | Лучше всего подходит для металлов с высокой температурой плавления (например, алюминий, латунь) |
| Время цикла | Ускоренное время цикла | Замедление времени цикла |
| Износ пресс-формы | Повышенный износ пресс-формы из-за прямого контакта с расплавленным металлом | Меньший износ пресс-формы |
| Стоимость | Более низкая стоимость при крупносерийном производстве | Более высокая первоначальная стоимость, но лучше для высокопрочных металлов |
| Сложность деталей | Хорошо подходит для простых деталей | Лучше для более сложных и крупных деталей |
Преимущества литья под давлением
Это одно из самых больших преимуществ, благодаря которому литье под давлением является одним из основных предпочтительных методов масштабного производства изделий из металлических сплавов.
1. Высокая точность и аккуратность
У литья под давлением есть множество преимуществ, благодаря которым оно обеспечивает высокую точность штамповки. Этот метод производства также широко используется для изготовления деталей, требующих хорошей точности размеров, что очень важно, поскольку определяет уровни допусков, необходимые для конкретной работы. Следует отметить, что литье под давлением - это единственная технология производства, которая позволяет изготавливать детали с максимальной сложностью, например, со сложной геометрией.
2. Высокие темпы производства
При больших объемах литье под давлением очень эффективно. После создания первой формы детали производятся быстро и дешево, а трудозатраты минимальны. Спрос на моделирующие порошки особенно высок в таких отраслях, как автомобилестроение и электроника, где требуются большие объемы одинаковых деталей.
3. Сложные конструкции и тонкие стены
С помощью литья под давлением можно создавать сложные конструкции, которые было бы трудно или невозможно реализовать традиционными методами производства. Этот процесс позволяет изготавливать детали с тонкими стенками и сложной внутренней структурой, а также с возможностью выполнения подрезов, что делает его наиболее подходящим для применения в случаях, когда пространство ограничено.
4. Эффективность использования материалов
Литье под давлением сводит к минимуму отходы материалов. Давление, под которым впрыскивается расплавленный металл, заполняет каждую часть полости формы, поэтому образуется меньше брака. Кроме того, многие литые под давлением детали могут быть переработаны, что повышает экологичность процесса.
5. Отличная обработка поверхности
Поверхность деталей, изготовленных методом литья под давлением, гладкая и эстетичная. Она требует меньшего количества вторичных процессов отделки, таких как полировка или нанесение покрытия, что позволяет экономить время и средства.
Что можно применить в процессе литья под давлением?
Цветные металлы в основном используются для литья под давлением благодаря хорошим литейным характеристикам. Алюминиевые сплавы являются наиболее распространенными материалами, которые используются для литья под давлением, как показано ниже.
1. Алюминиевые сплавы

Поскольку алюминий имеет небольшой вес, устойчив к коррозии и отлично проводит тепло и электричество, он является наиболее широко используемым материалом для литья под давлением. Продолжая список, можно отметить, что специальные марки алюминиевых сплавов используются в тех случаях, когда необходимо учитывать соотношение прочности и веса, особенно в автомобильной, аэрокосмической и электротехнической промышленности. Наконец, они также стабильны по размерам, что делает их подходящими для производства высокоточных деталей.
2. Цинковые сплавы

Цинковые сплавы для литья под давлением предпочтительны благодаря таким свойствам, как низкая температура плавления и высокая текучесть, что позволяет легко и эффективно выполнять сложные конструкции, имеющие тонкие сечения и острые детали. Такие цинковые детали обладают высокой прочностью, не менее устойчивы к коррозии и имеют качественную полировку. Еще одна область применения цинковых сплавов - производство запчастей для автомобилей и других транспортных средств, аппаратуры и электроники.
3. Магниевые сплавы

Стоит отметить, что магний - самый легкий конструкционный металл, поэтому он обеспечивает значительный вес деталей, предназначенных для автомобилей или самолетов. Это объясняется тем, что магниевые сплавы используются в деталях, которые должны быть прочными, но при этом как можно более легкими. Однако, поскольку этот металл очень реактивен, то при литье под давлением сплав должен быть хорошо обработан.
4. Медные сплавы

Помимо алюминия и цинка, в литье под давлением также используются сплавы на основе меди, латуни и бронзы, но не так часто, как алюминий и цинк. Они обладают хорошими прочностными характеристиками при износе и часто используются в электротехнике и сантехнике.
Важно отметить, что различные формы базовых материалов подходят для разных областей применения, стоимость этих форм различна, а значит, и свойства конечного продукта тоже.
Литье под давлением по сравнению с другими методами литья
По сравнению с такими методами литья, как литье в песчаные формы, литье по выплавляемым моделям и литье в постоянные формы, этот раздел может стать разделом сравнения литья под давлением. При этом целесообразно выделить сильные и слабые стороны каждого метода, объясняя читателям, когда следует выбирать литье под давлением, а не другие альтернативы. Таким образом, это может быть сравнительный обзор, который поможет определить оптимальный метод литья в зависимости от материала детали, сложности и объема производства.
| Характеристика | Литье под давлением | Литье в песок | Инвестиционное литье |
| Точность | Высокая точность с жесткими допусками | Низкая точность и грубая обработка поверхности | Высокая точность и гладкая поверхность |
| Скорость | Быстрее для крупносерийного производства | Замедленный производственный цикл | Медленнее из-за подготовки формы |
| Материальные отходы | Минимум отходов | Больше отходов из-за шероховатой поверхности | Минимум отходов, но более сложные формы |
| Стоимость | Экономичность при больших объемах | Низкая стоимость для малосерийного производства | Более высокая стоимость из-за сложности и трудозатрат |
Будет проведено сравнение производственных процессов литья под давлением и литья под давлением.
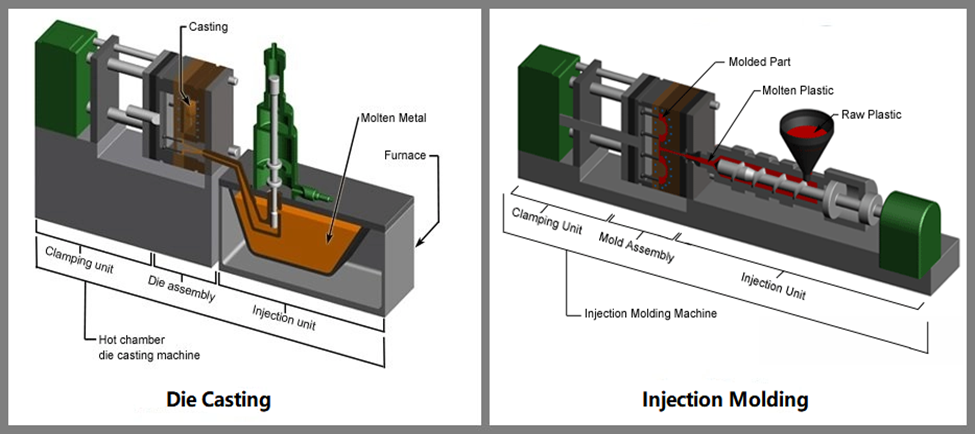
Две распространенные технологии, используемые для изготовления деталей сложной формы, - это литье под давлением и литье под давлением. Несмотря на то что обе технологии предполагают использование материала, формирующего детали для производства конечных изделий, они имеют различия в типе материала, формируемом изделии и, в частности, в преимуществах каждого процесса.
1. Используемые материалы
Литье под давлением: Литье под давлением в основном предпочтительно для других металлов, кроме группы черных металлов, особенно алюминия, цинка, навыков и медных сплавов. Металлы нагреваются, а затем заливаются в форму с помощью гидравлического давления. Таким образом, литье под давлением является наиболее подходящим методом изготовления деталей, которые отличаются прочностью, долговечностью и могут выдерживать высокие температуры.
Литье под давлением: Литье под давлением обычно применяется для пластиковых материалов и редко возможно для металлов и стекол. В список часто используемых полимеров входят полиэтилен, полипропилен, а также полистирол. Материал формирования изделия также отличается легкостью и гибкостью, а кроме того, невысокой стоимостью и достаточно сложными формами, поэтому можно отметить, что литье под давлением идеально подходит для такого рода изделий.
2. Различия в процессах
Литье под давлением: Как следует из названия, это процесс впрыска расплавленного металла под высоким давлением в штамп. После охлаждения и затвердевания металла на очень высокой скорости они выходят на поверхность с точными допусками и хорошей чистотой поверхности, не требуя дополнительных операций.
Литье под давлением: Поскольку литье под давлением подразумевает впрыск расплавленного пластикового материала в полость формы под давлением, то это и есть литье под давлением. Когда температура расплавленного пластика снижается, форма открывается, и получается изделие из пластика. Тем не менее, литье под давлением может обеспечить высокую точность, хотя обычно используется для производства относительно небольших и легких деталей по сравнению с литьем под давлением.
3. Приложения
Литье под давлением: Благодаря своей высокой термостойкости литье под давлением позволяет изготавливать твердые и прочные детали, используемые в автомобилестроении, авиастроении и других электронных устройствах.
Литье под давлением: Может использоваться для производства потребительских товаров, упаковки, медицинских изделий и игрушек, поскольку именно там важны гибкость, простота конструкции и дешевизна производства.
Области применения литья под давлением

Одним из факторов, сделавших литье под давлением популярным производственным процессом во многих отраслях, является то, что оно позволяет изготавливать высококачественные, прочные детали со сложной геометрией. Некоторые из областей применения включают:
1. Автомобильная промышленность
Как правило, компоненты двигателей, корпуса трансмиссий и другие важные автомобильные детали изготавливаются методом литья под давлением. Литые под давлением детали обладают точностью и прочностью, что позволяет устанавливать их в сложных условиях автомобильной промышленности.
2. Электронная промышленность
Литье под давлением в электронной промышленности используется для производства корпусов для электронного оборудования, такого как мобильные телефоны, ноутбуки и телевизоры. Эта технология позволяет создавать легкие, но прочные корпуса, защищающие хрупкие компоненты.
3. Аэрокосмическая промышленность
Литье под давлением приносит большую пользу аэрокосмическим компаниям, поскольку позволяет производить легкие детали, обладающие высокой прочностью и необходимые для самолетов и космических аппаратов. Литые детали обладают точностью и свойствами материала, что позволяет использовать их в тех областях, где важны эксплуатационные характеристики и безопасность.
4. Промышленное оборудование
Детали машин, инструментов и другого промышленного оборудования также отливаются методом литья под давлением. Поскольку этот метод позволяет получать детали со сложной геометрией и хорошими механическими свойствами, он является хорошим инструментом для этих целей.
Заключение
Литье под давлением - это универсальный, экономичный и эффективный производственный процесс, который используется во многих отраслях промышленности. Качество получаемой продукции чрезвычайно высокое с точки зрения допусков деталей, шероховатости поверхности и высокой скорости производства, что делает его отличным производственным инструментом для современной производственной практики. Литье под давлением отвечает потребностям многих отраслей промышленности, требующих прочности, точности и эффективности деталей - от автомобильной до аэрокосмической, от электроники до промышленного оборудования.
Несмотря на то, что технология быстро развивается и, вероятно, еще долго будет использоваться в качестве источника превосходно изготовленных металлических компонентов в огромных масштабах, в литьё под давлением. Лучшее понимание основ литья под давлением может помочь специалистам в области машиностроения, производства и дизайна принимать обоснованные решения о том, как использовать процесс литья под давлением для достижения желаемого результата.
Часто задаваемые вопросы о литье под давлением
1. Каков временной цикл литья под давлением и литья под давлением?
Время цикла для данной детали составляет от 15 до 5 минут для литья под давлением и от 10 до 60 секунд для литья под давлением.
2. Можно ли использовать литье под давлением для изготовления пластиковых деталей?
Литье под давлением не используется для неметаллов. Обычно для производства пластиковых деталей используется технология литья под давлением.
3. Какие продукты наиболее подходят для производственного процесса литья под давлением?
Литье под давлением наиболее подходит для изготовления мелких и средних сложных деталей с высокой степенью точности, изготовленных из металлов. Среди производимых механических изделий - детали и аксессуары для автомобилей и автотранспортных средств, корпуса и корпуса электротехнических изделий, детали и корпуса электронного оборудования и др.
4. Чем литье под давлением отличается от литья в песчаные формы.
И все же, если сравнивать эти два способа: Литье под давлением более точное и менее трудоемкий процесс, чем литье в песчаные формы. В то время как литье в песчаные формы предпочтительнее для крупных и менее сложных изделий, литье в алюминиевые формы предпочтительнее для небольших и сложных изделий, поскольку оно позволяет получить более гладкие поверхности и более строгие допуски, характерные для крупносерийного производства.
5. Что определяет стоимость литья под давлением?
На стоимость литья под давлением влияют следующие факторы: тип материала, сложность детали, конструкция формы и количество заказов. Легкая оснастка зависит от объема производства, хотя при больших объемах стоимость единицы продукции остается низкой, первоначальные затраты на оснастку высоки.