
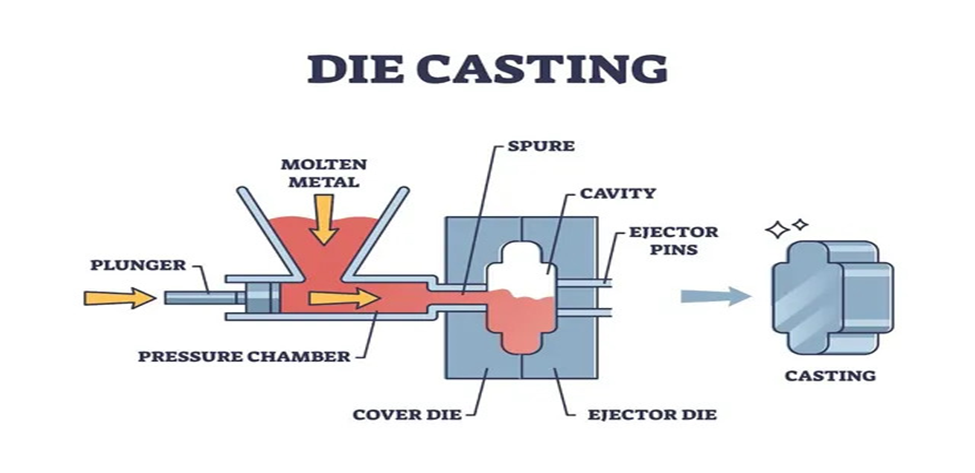
Esse é um processo de fabricação no qual o metal derretido é forçado, por meio de pressão, a preencher a cavidade de um molde, também conhecido como fundição sob pressão. O molde geralmente é de aço de alta qualidade e, portanto, a peça pode ser produzida em grandes quantidades; o termo é usado para designar a fabricação de muitas peças. A peça acabada é então produzida abrindo-se o molde depois que o metal fundido é resfriado e forma uma camada sólida. Esse tipo de uso do processo é aplicado principalmente na fabricação de metais complexos usados na produção de diferentes peças que exigem alta precisão na medição e superfícies polidas. A fundição sob pressão pode ser feita em alumínio, zinco e magnésio, mas outros metais também podem ser usados em um caso, dependendo da aplicação e de outros requisitos. Fundição sob pressão é considerada uma das técnicas de fabricação especializadas na concepção da produção em massa de componentes de pequeno e médio porte a partir de metais. A popularidade do método se espalhou pelas máquinas automotivas, aeroespaciais, eletrônicas e industriais devido à sua capacidade de produzir peças leves, duráveis e intrinsecamente adaptadas. No entanto, esse processo é amplamente reconhecido por sua capacidade de fabricar produtos com geometria complexa que seriam muito difíceis de produzir usando técnicas convencionais.
Como funciona a fundição sob pressão
A moldagem é a primeira parte do processo de fundição sob pressão. Em um lado do molde, há uma metade, e é uma metade de um projeto específico para que o molde tenha o formato do produto final. As cavidades e os núcleos são projetados para os moldes que geralmente são feitos sob medida para que a peça possa ser replicada o mais próximo possível.
1. Injeção de metal fundido:
Em seguida, o metal fundido é injetado na cavidade do molde sob alta pressão para formar a forma desejada. O metal geralmente é aquecido a um grau acima da tensão de fusão para torná-lo fluido. Na fundição sob pressão, a pressão com que o metal fundido é empurrado para dentro do molde pode ser de vários milhares a dezenas de milhares de psi (libras por polegada quadrada), para garantir que o metal fundido entre em todos os detalhes do molde.
2. Solidificação:
Isso ocorre quando o metal é injetado na cavidade da carcaça, que esfria e o metal endurece. A qualidade da fundição depende da taxa de resfriamento. Modos adicionais de falha (cisalhamento, escalada e deslizamento) entram em ação nesse caso e resultam em resfriamento mais rápido, maior resistência e melhor acabamento superficial, e resfriamento mais lento, que pode resultar em mais defeitos internos e propriedades mecânicas inferiores. Os sistemas de resfriamento por água incorporados ao molde geralmente são usados para auxiliar o processo de resfriamento.
3. Ejeção:
Em seguida, deixa-se o metal esfriar e solidificar e, então, é fácil remover o molde da fundição maior e ejetar a peça. Em seguida, a maior parte do tempo é usada para empurrar a peça para fora do molde usando um sistema de ejeção mecânica. Isso depende da complexidade da peça, que exige outras etapas extras, como corte e usinagem, para obter a forma e a dimensão finais.
4. Controle de qualidade:
Uma verificação de qualidade é então realizada em uma peça após a ejeção. Ela pode envolver verificação dimensional, inspeção visual e testes mecânicos para confirmar que a peça é igual ou melhor do que os requisitos. Teoricamente, é possível obter alta precisão e repetibilidade na fundição sob pressão.
Tipos de fundição sob pressão
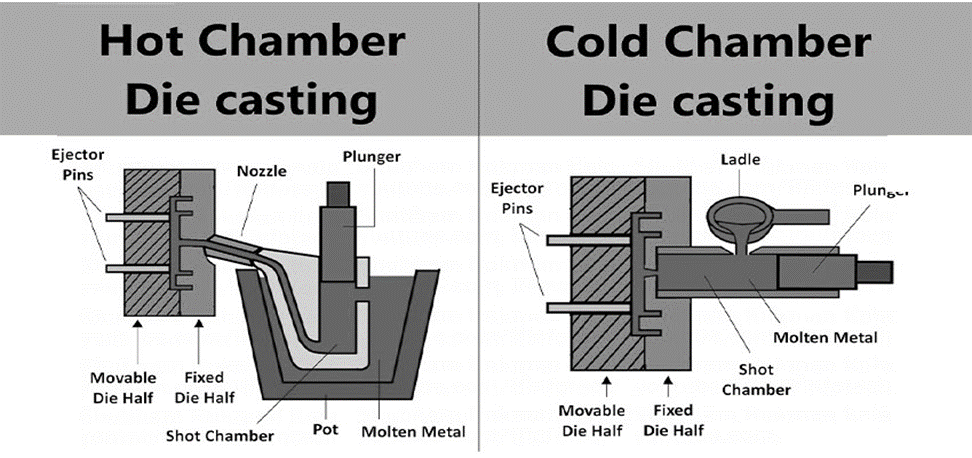
Existem dois tipos de fundição sob pressão: a fundição sob pressão com câmara quente e a fundição sob pressão com câmara fria. Todos eles são bons e têm suas vantagens, limitações e aplicações ideais.
1. Fundição sob pressão em câmara quente
O processo mais adequado para metais como zinco, magnésio e chumbo é a fundição sob pressão em câmara quente, pois o processo é realizado em altas temperaturas e pontos de fusão. O sistema de injeção é instalado dentro do forno de fusão, dessa forma, o metal está sempre em contato com a câmara.
Vantagens:
- Como o metal fundido é preparado para ser injetado na matriz porque está na câmara de injeção, a fundição sob pressão com câmara quente leva menos tempo do que a fundição sob pressão com câmara fria.
- Estágio único: envolve menos número de componentes e tempo para a configuração, portanto, é considerado econômico, especialmente em operações de alto volume.
- Para determinados metais; a fundição sob pressão em câmara quente é mais apropriada em situações em que os metais a serem usados têm baixas temperaturas de fusão, de modo que haverá pouca ou nenhuma contaminação dos metais.
Desvantagens:
- Não pode ser usado em trabalhos com metais de alto ponto de fusão, como alumínio e latão, devido à alta temperatura do metal que derrete a câmara.
- Todos os componentes são expostos a metal fundido, portanto, o nível de desgaste é alto ao longo do tempo.
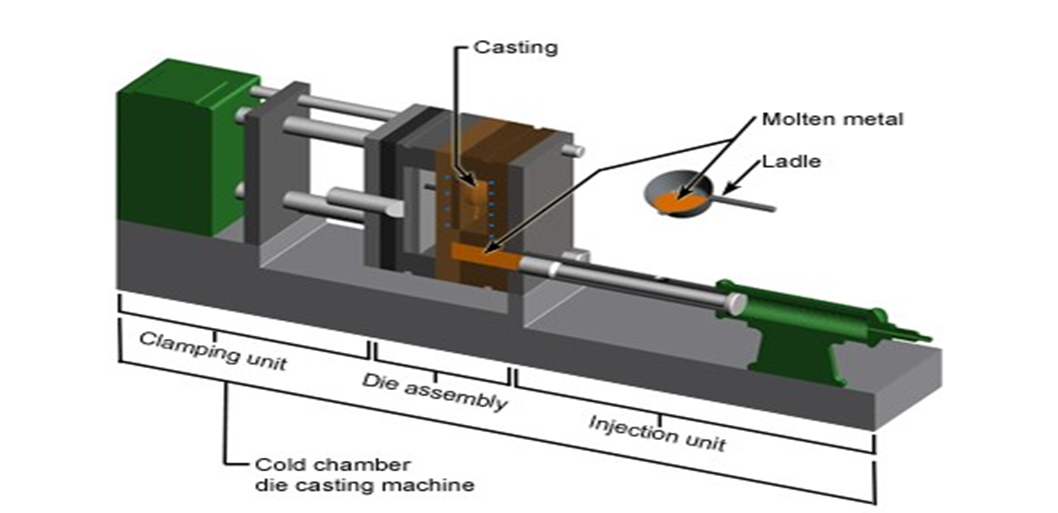
2. Fundição sob pressão em câmara fria
Os metais que têm pontos de fusão mais altos, como alumínio, latão e cobre, são fundidos na fundição sob pressão com câmara fria. Nesse caso, o metal fundido é extraído de um segundo forno e injetado na câmara fria e, em seguida, na cavidade do molde.
Vantagens:
- Em termos de versatilidade na escolha de materiais, a fundição sob pressão com câmara fria oferece versatilidade no uso de materiais, o que permite a utilização de materiais com altos pontos de fusão.
- Maior controle sobre a qualidade do metal: Como o cilindro de metal fundido é despejado na câmara separadamente, a qualidade do metal pode ser bem controlada para evitar contaminação.
- Aumento da vida útil da ferramenta: Como não está mais em contato com o metal durante todo o processo de injeção, a vida útil da ferramenta aumenta.
Desvantagens:
- Tempo de ciclo mais lento: O vazamento manual do metal na câmara prolonga o ciclo.
- O custo será mais alto porque se trata de um procedimento adicional com equipamentos mais complexos.
A comparação dos métodos de fundição sob pressão: câmara quente versus câmara fria
Aqui está uma comparação dos tipos mais comuns de dois métodos de fundição sob pressão,
| Recurso | Fundição sob pressão em câmara quente | Fundição sob pressão em câmara fria |
| Compatibilidade com metais | Melhor para metais de baixo ponto de fusão (por exemplo, zinco, chumbo) | Melhor para metais com alto ponto de fusão (por exemplo, alumínio, latão) |
| Tempo de ciclo | Tempos de ciclo mais rápidos | Tempos de ciclo mais lentos |
| Desgaste do molde | Maior desgaste do molde devido ao contato direto com o metal fundido | Menor desgaste do molde |
| Custo | Menor custo para produção de alto volume | Custo inicial mais alto, mas melhor para metais de alta resistência |
| Complexidade das peças | Bom para peças mais simples | Melhor para peças maiores e mais complexas |
Vantagens da fundição sob pressão
Essa é uma das maiores vantagens do fato de a fundição sob pressão ser um dos principais métodos preferidos de produção em larga escala de produtos de ligas metálicas.
1. Alta precisão e exatidão
Há muitas vantagens na fundição sob pressão, o que a torna conveniente para oferecer alta precisão de matriz. Esse método de produção também é amplamente usado para a produção de peças que exigem boa precisão dimensional, o que é muito importante, pois define os níveis de tolerância exigidos em um trabalho específico. Deve-se observar que a fundição sob pressão é a única técnica de fabricação que pode produzir determinadas peças com as mais altas complexidades, como as complexidades de suas geometrias.
2. Altas taxas de produção
Em termos de grandes volumes, a fundição sob pressão é muito eficiente. As peças são produzidas de forma rápida e barata depois que o primeiro molde é criado, com pouquíssima mão de obra envolvida. A demanda por pós simulados é particularmente alta em setores como o automotivo e o eletrônico, nos quais são necessários grandes volumes das mesmas peças.
3. Projetos complexos e paredes finas
É possível obter um design complexo por meio da fundição sob pressão, o que seria difícil ou impossível de ser alcançado pelos métodos tradicionais de fabricação. O processo pode produzir peças com paredes finas e estruturas internas complexas, além de acomodar cortes inferiores, o que o torna a aplicação mais adequada nos casos em que o espaço é limitado.
4. Eficiência do material
A fundição sob pressão minimiza o desperdício de material. A pressão usada para injetar o metal fundido preenche todas as partes da cavidade do molde e, portanto, menos sucata é criada. Além disso, muitas peças fundidas sob pressão podem ser recicladas, o que leva à sustentabilidade do processo.
5. Excelente acabamento de superfície
O acabamento da superfície das peças produzidas por fundição sob pressão é suave e estético. Ele exige menos processos de acabamento secundário, como polimento ou revestimento, economizando tempo e custos.
O que pode ser aplicado no processo de fundição sob pressão?
Os metais não ferrosos são usados principalmente na fundição sob pressão devido às boas características de fundição. As ligas de alumínio são os materiais comumente usados em fundição sob pressão, conforme indicado pelos seguintes materiais.
1. Ligas de alumínio

Por ser leve, resistente à corrosão e excelente na condutividade de calor e eletricidade, o alumínio é o material mais amplamente usado na fundição sob pressão. Prosseguindo com a lista, os graus especiais de ligas de alumínio são usados quando a relação resistência/peso é uma consideração, especialmente nos setores automotivo, aeroespacial e elétrico. Por fim, elas também são dimensionalmente estáveis, o que as torna adequadas para a produção de peças de alta precisão.
2. Ligas de zinco

As ligas de zinco para fundição sob pressão podem ser preferidas devido às suas propriedades, como baixo ponto de fusão e alta fluidez, o que permite que projetos complexos com seções finas e detalhes nítidos sejam feitos com mais facilidade e eficiência. Essas peças de zinco possuem alta tenacidade, são igualmente resistentes à corrosão e têm polimento de alta qualidade. Outra área de aplicação das ligas de zinco é a fabricação de peças de reposição para carros e outros veículos, hardware e eletrônicos.
3. Ligas de magnésio

Vale a pena mencionar que o magnésio é o metal estrutural mais leve e, portanto, oferece peso significativo em peças destinadas a automóveis ou aviões. Isso ocorre porque as ligas de magnésio são usadas em peças que precisam ser fortes, mas o mais leves possível. No entanto, como o metal é muito reativo, a liga é bem gerenciada quando se realiza o processo de fundição sob pressão.
4. Ligas de cobre

Além do alumínio e do zinco, as ligas à base de cobre, latão e bronze também são usadas na fundição sob pressão, mas não com a mesma frequência do alumínio e do zinco. Elas oferecem boas propriedades de resistência ao desgaste e são frequentemente úteis para aplicações elétricas e de encanamento.
É muito importante observar que diferentes formas dos materiais de base são adequadas para diferentes aplicações, e os custos variam entre essas formas, assim como as propriedades do produto final.
Fundição sob pressão vs. outros métodos de fundição
Em comparação com métodos de fundição como fundição em areia, fundição de investimento e fundição em molde permanente, essa seção poderia ser a seção de comparação da fundição sob pressão. Ao fazer isso, é aconselhável destacar os pontos fortes e fracos de cada método, ensinando aos leitores quando escolher a fundição sob pressão em vez de outras alternativas. Portanto, essa poderia ser uma visão geral comparativa que ajudaria a determinar o método de fundição ideal de acordo com o material, a complexidade e o volume de produção da peça.
| Recurso | Fundição sob pressão | Fundição em areia | Fundição por revestimento |
| Precisão | Alta precisão com tolerâncias rígidas | Menor precisão e acabamento superficial irregular | Alta precisão e acabamento suave |
| Velocidade | Mais rápido para produção de alto volume | Ciclo de produção mais lento | Mais lento devido à preparação do molde |
| Resíduos de materiais | Mínimo de resíduos | Maior desperdício devido ao acabamento mais áspero | Mínimo desperdício, mas moldes mais complexos |
| Custo | Econômico em grandes volumes | Menor custo para produção de baixo volume | Custos mais altos devido à complexidade e à mão de obra |
Os processos de produção de fundição sob pressão e moldagem por injeção serão comparados.
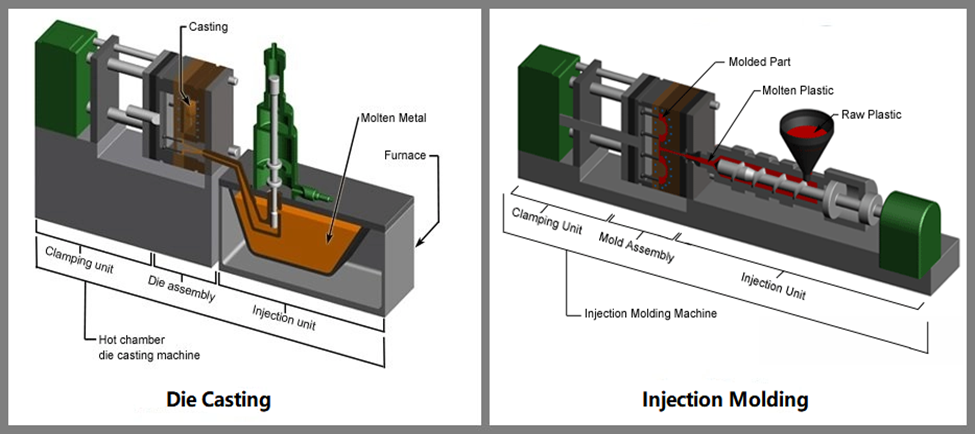
Duas técnicas comuns usadas para fabricar peças com detalhes finos e formas complexas são a fundição sob pressão e a moldagem por injeção. Embora ambas as técnicas envolvam o uso de detalhes de formação de material para produzir produtos finais, as duas têm diferenças em termos do tipo de material, do produto formado e, especificamente, dos benefícios de cada processo.
1. Materiais usados
Fundição sob pressão: A fundição sob pressão é preferida principalmente com outros metais, além do grupo de metais ferrosos, especialmente alumínio, zinco, habilidades e ligas de cobre. Os metais são aquecidos e, em seguida, despejados em um molde com o uso de pressão hidráulica. Nesse sentido, a fundição sob pressão é o método mais adequado para a fabricação de peças resistentes, duráveis e capazes de suportar altas temperaturas.
Moldagem por injeção: A moldagem por injeção é comumente usada entre materiais plásticos e raramente é possível em metais e vidros. Esses polímeros incluem o polietileno, o polipropileno e o poliestireno em sua lista de polímeros usados com frequência. O material de formação do produto também é leve e flexível e, além disso, há seus baixos custos e formas bastante complexas, portanto, é possível notar que a moldagem por injeção é perfeita para esse tipo de produto.
2. Diferenças de processo
Fundição sob pressão: Como o nome sugere, é o processo de injeção de metal fundido em alta pressão na matriz. Elas surgem após o resfriamento e a solidificação do metal em altíssima velocidade, com tolerância fina e bom acabamento superficial, sem necessidade de outras operações.
Moldagem por injeção: Como a moldagem por injeção envolve o uso da injeção de material plástico derretido em uma cavidade do molde por meio da aplicação de pressão, trata-se de uma moldagem por injeção. Quando a temperatura do plástico derretido é reduzida, o molde se abre e o produto é o molde de plástico. Ainda assim, a moldagem por injeção também pode proporcionar alta precisão, embora seja comumente usada para produzir peças relativamente menores e mais leves em comparação com a fundição sob pressão.
3. Aplicativos
Fundição sob pressão: A fundição sob pressão é útil na fabricação de peças duras e resistentes usadas na fabricação de automóveis, aeronaves e outros produtos eletrônicos devido à sua excelente natureza resistente ao calor.
Moldagem por injeção: Pode ser usado para produzir produtos de consumo, embalagens, dispositivos médicos e brinquedos, pois é aí que a flexibilidade, a facilidade de design e a produção de baixo custo são importantes.
Aplicações da fundição sob pressão

Um dos fatores que tornaram a fundição sob pressão um processo de fabricação popular em muitos setores é que ela permite a produção de peças duráveis e de alta qualidade com geometrias bastante complicadas. Algumas das aplicações incluem:
1. Setor automotivo
Em geral, os componentes do motor, as carcaças de transmissão e outras peças automotivas importantes são fabricadas por fundição sob pressão. As peças fundidas sob pressão têm a precisão e a resistência necessárias para serem instaladas em aplicações exigentes no setor automotivo.
2. Indústria de eletrônicos
A fundição sob pressão no setor de eletrônicos é usada para produzir carcaças para equipamentos eletrônicos, como telefones celulares, laptops e televisores. A técnica permite a construção de gabinetes leves, porém resistentes, que protegem componentes delicados.
3. Indústria aeroespacial
A fundição sob pressão beneficia muito as empresas de manufatura aeroespacial, pois elas podem produzir peças leves com alta resistência, necessárias para aeronaves e espaçonaves. As peças fundidas sob pressão têm a precisão e as propriedades do material para serem usadas em aplicações em que o desempenho e a segurança são questões importantes.
4. Equipamentos industriais
As peças de máquinas, ferramentas e outros equipamentos industriais também são fundidas por fundição sob pressão. Como ela pode produzir peças com geometrias com detalhes intrincados e boas propriedades mecânicas, é uma boa ferramenta para essas aplicações.
Conclusão
A fundição sob pressão é um processo de fabricação versátil, econômico e eficiente que é usado em muitos setores. A qualidade produzida é extremamente alta em termos de tolerâncias de peças, acabamento de superfície e altas taxas de produção, o que a torna uma excelente ferramenta de fabricação para as práticas modernas de fabricação atuais. Ainda assim, a fundição sob pressão está atendendo às necessidades de muitos desses setores que exigem resistência, precisão e eficiência nas peças - do automotivo ao aeroespacial, do eletrônico ao equipamento industrial.
Embora a tecnologia esteja crescendo rapidamente e provavelmente continuará a ser usada como fonte de componentes metálicos de excelente qualidade em uma escala enorme, em fundição sob pressão. Uma melhor compreensão dos fundamentos da fundição sob pressão pode ajudar os profissionais de engenharia, manufatura e design a tomar decisões informadas sobre como usar o processo de fundição sob pressão para obter o resultado desejado.
Perguntas frequentes sobre fundição sob pressão
1. Qual é o ciclo de tempo para fundição sob pressão e moldagem por injeção?
A faixa de tempo de ciclo para uma determinada peça é de 15 a 5 minutos para fundição sob pressão e de 10 a 60 segundos para moldagem por injeção.
2. A fundição sob pressão pode ser usada para peças plásticas?
A fundição sob pressão não é usada para não metais. Normalmente, são usadas técnicas conhecidas como moldagem por injeção para produzir as peças plásticas.
3. Quais produtos são mais adequados para o processo de fabricação de fundição sob pressão?
A fundição sob pressão é mais apropriada para a fabricação de peças complicadas de tamanho pequeno e médio com alto grau de precisão, feitas de metais. Alguns dos produtos mecânicos produzidos incluem peças e acessórios para carros e automóveis, carcaças e caixas de produtos elétricos, peças e carcaças de equipamentos eletrônicos, entre outros.
4. Como a fundição sob pressão é diferente da fundição em areia.
Ainda assim, quando comparamos os dois: A fundição sob pressão é mais precisa e leva um processo menos demorado do que a fundição em areia. Enquanto a fundição em areia é preferível para formas grandes e menos complicadas, a fundição em AL é preferível para formas pequenas e complexas, pois permite superfícies mais lisas e tolerâncias mais estreitas, típicas de altas produções.
5. O que determina o custo da fundição sob pressão?
Algumas das considerações que podem influenciar o custo da fundição sob pressão são: o tipo de material, a complexidade da peça, o projeto da matriz e a quantidade de pedidos. O ferramental leve depende do volume, embora o alto volume mantenha o custo por unidade baixo, os custos iniciais do ferramental são altos.