

Støping og pressstøping er to viktige produksjonsprosesser som er avgjørende for å kunne lage metallkomponenter med ønsket presisjon, holdbarhet og effektivitet. Støping innebærer å bruke smeltet materiale i en form og la det avkjøles og stivne. Sandstøping, investeringsstøping og permanent støping er noen typer støping. Støping er imidlertid en spesiell støpeform som bruker høyt trykk for å sprøyte smeltet metall inn i et formhulrom med høy presisjon og god overflatefinish. Pressstøping er mye brukt i bilindustrien, romfart, elektronikk og beslektede industrier der det er behov for lette, sterke og korrosjonsbestandige deler. Over tid har det blitt utviklet ulike varianter av pressstøping for å dekke ulike behov i industrien. Gravitasjonsstøping (GDC) er avhengig av tyngdekraften for å fylle formen, mens lavtrykksstøping (LPDC) eliminerer turbulens for å oppnå en høyere kvalitet på materialintegriteten. Ekstremt trykk ved pressstøping gir høy styrke og porøsitetsfrie deler, og ved vakuumstøping elimineres innestengt luft for å få en komponent uten defekter. Semi Solid Die Casting (Rheocasting) oppnås ved å bruke delvis størknet metall for å forbedre mekaniske egenskaper og presisjon. Det generelle begrepet støping i produksjon brukes for å referere til formen på metall ved å fylle det i en form og la det stivne. Denne metoden brukes ofte i sandstøping, investeringsstøping og permanent støping av støpeform. Die i støpegods er metallformen som brukes i høytrykksstøpeprosessen, mens die i støpeprosessen betyr metallformen festet til matriseflaten. Herdede stålformer, designet for masseproduksjon, lages vanligvis.
Denne artikkelen vil ta for seg konseptene bak støping og pressstøping, forskjellene mellom disse to konseptene og også om typene av hver av dem, mulige anvendelser av de ovennevnte, samt fordeler og ulemper forbundet med støping av denne prosessen.
1. Hva er casting?

Støping er en industriell prosess der et flytende materiale presses inn i en form, der det størkner. Væsken kan i utgangspunktet være et hvilket som helst metall, plast eller annet smeltbart materiale. Etter herding antar materialet en form som tilsvarer hulrommet i formen. I flere tusen år har denne teknikken blitt brukt til å lage verktøy, våpen og intrikate skulpturer.
Støpeprosessen
Flere av disse trinnene spiller en viktig rolle i støpeprosessen for en metall- eller plastkomponent.
- 1. Det lages en modell av det endelige produktet i tre, plast eller metall. Formhulen får sin form og sine dimensjoner basert på dette mønsteret.
- 2. I formforberedelse er formhulen designet i henhold til mønsteret. Støpemetoden avgjør om den er laget av sand, metall eller keramikk. Ventilasjons- og grensesystemer for å sikre jevn flyt av smeltet materiale er riktig innarbeidet.
- 3. Dette er smelting av råmaterialet, vanligvis metall eller plast, ved høy temperatur i en ovn. Temperaturen er forskjellig avhengig av hvilken type materiale som brukes.
- 4. Det smeltede materialet helles forsiktig inn i formhulen i riktig mengde, slik at man unngår defekter fordi hellingen er jevn. Dette kan gjøres manuelt eller ved hjelp av automatiserte hellesystemer.
- 5. Størkning - Materialet avkjøles og størkner inne i formen og danner hulrommets form. Det er kjent at det er avkjølingshastigheten som påvirker de endelige egenskapene til det støpte produktet.
- 6. Etter størkning tas støpegodset ut av formen, overflødig materiale som f.eks. grinder, løpere eller flammer trimmes, og deretter fjernes og etterbehandles enheten. Senere kan de utsettes for ytterligere etterbehandlingsprosesser som sliping, polering eller varmebehandling for å forbedre sluttproduktets utseende og mekaniske egenskaper.
Med denne strukturerte tilnærmingen blir støpingen mer pålitelig og av høyere kvalitet.
2. Hva er pressstøping?
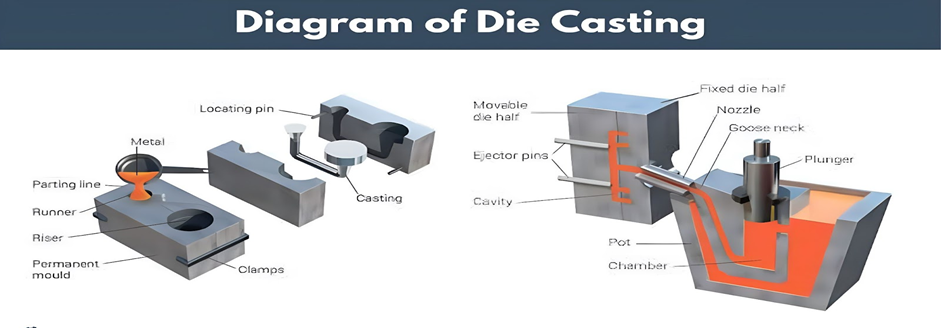
Dies betyr form, derav navnet på støpeprosessen der smeltet metall presses under høyt trykk for å fylle et formhulrom. Denne prosessen egner seg best til å lage komplekse og dimensjonsnøyaktige deler i store volumer.
Støpeprosessen
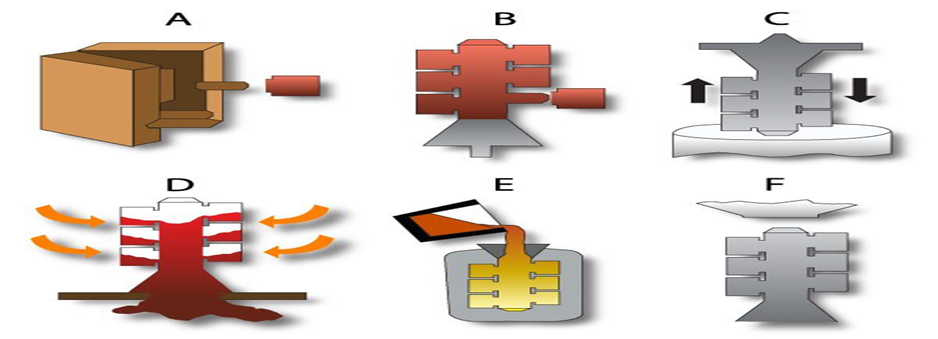
Støping er en produksjonsprosess der metallkomponenter formes i form av hulrommet i en form under høyt trykk, samtidig som det kreves høy presisjon og nøyaktig dimensjonsnøyaktighet og overflatefinish. Dette er en følge av trinnene nedenfor:
- 1. Innsprøyting av smeltet metall - Høyt trykk på mellom 1 500 og 25 000 psi brukes til å sprøyte smeltet metall (for eksempel aluminium, sink eller magnesium) inn i en stålform (matrise), som smelter det valgte metallet i en ovn. På denne måten fylles alle detaljer i formen med det smeltede metallet.
- 2. Form eller matrise - Det smeltede metallet kjøles ned og stivner i matrisen, noe som gir en sterk og presis del. Sluttproduktets mekaniske egenskaper avhenger av avkjølingshastigheten.
- 3. Utstøting og trimming - Når den støpte delen er størknet, støtes den ut av støpeformen ved hjelp av utstøtingspinner. Overskuddsmaterialet, inkludert bluss, meder og grinder, trimmes til ønsket form.
- 4. Overflatebehandling - Avhengig av bruksområde kan det være nødvendig å etterbehandle støpegodset med sliping, polering, maling, anodisering eller pulverlakkering for å øke utseendet, holdbarheten og korrosjonsbestandigheten.
Denne prosessen resulterer i komplekse deler med høy styrke, lav vekt og lite etterbehandling. De vanligste materialene som pressstøping brukes på, er ikke-jernholdige metaller som aluminium, sink og magnesium.
Typer støpeprosesser
Det finnes ulike typer støping, avhengig av hvilken metode som brukes
1 Sandstøping

- Det er en av de mest allsidige og økonomiske støpemetodene ved bruk av sandformer.
- Vanlig i bil-, romfarts- og kunstindustrien.
2 Investeringsstøping
- Denne metoden, som også kalles "lost wax casting", gir svært detaljerte og komplekse deler.
- Til bruk som smykker, medisinske implantater og romfartskomponenter.
3 Sentrifugalstøping
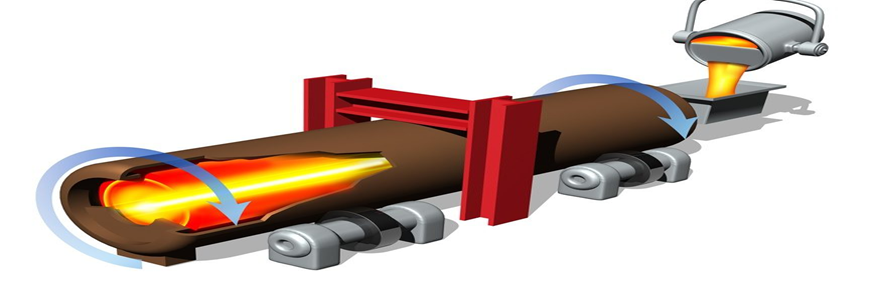
- Det innebærer at en form roteres for å integrere smeltet metall grundig.
- Brukes vanligvis til å lage rør, sylindere og ringer.
4 Permanent støping av støpeform
- Reduserer avfall og reduserer bruken av støpeformer gjennom gjenbruk.
- Den er ideell for gjentatt produksjon av metalldeler av høy kvalitet.
Typer trykkstøping
Det er hovedsakelig to måter å støpe på:
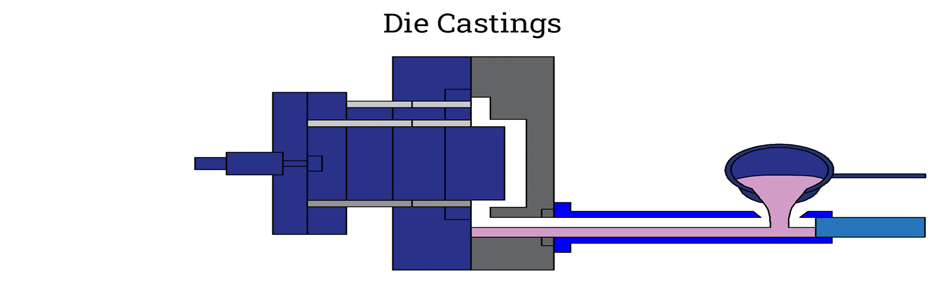
1. Varmkammerstøping
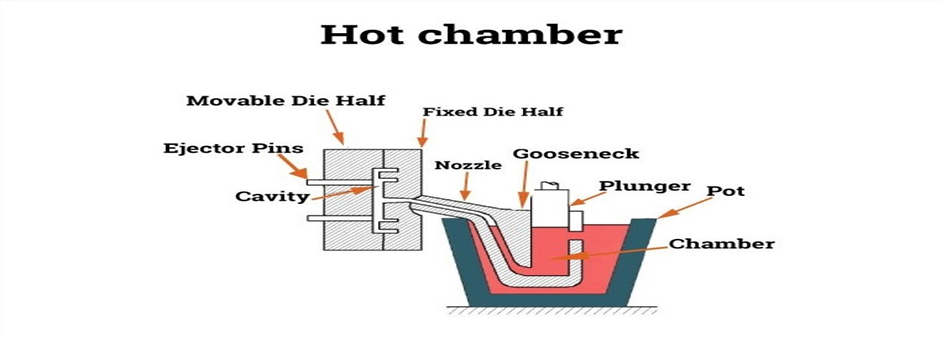
- Brukes til metaller med lavt smeltepunkt, som sink og magnesium.
- Raskere prosess med høyere produksjonstakt.
2. Støping i kaldt kammer

- Den brukes til metaller med høyt smeltepunkt, for eksempel aluminium og messing.
- Senker smelte- og injeksjonstrinnene, kombinert med at den egner seg for slitesterke deler.
5. Forskjeller mellom støping og pressstøping
| Funksjon | Støping | Pressstøping |
| prosess | Støpeform Metall helles inn i den | Smeltet metall sprøytes inn under høyt trykk |
| Materialer | Ulike metaller og plastmaterialer | Hovedsakelig ikke-jernholdige metaller som aluminium og sink |
| Presisjon | Moderat | Høy presisjon |
| kostnad | Lav startkostnad | Høye innledende verktøykostnader |
| Bruksområder | Store og enkle deler | Små, komplekse deler med høyt volum |
Bruksområder for støping og pressstøping

Støping og pressstøping spiller på hver sin måte en viktig rolle i ulike bransjer og er kostnadseffektive fordi de gjør det enklere å produsere komplekse metallkomponenter med utmerket presisjon.
- I bilindustrien produseres motorblokker, girkasser, hjulnav, bremsedeler og fjæringsdeler. Når det gjelder lettvektsdeler i aluminium, er pressstøping spesielt foretrukket til dette formålet, ettersom det gir høyere drivstoffeffektivitet.
- Luft- og romfart: Komponenter til romfart, som turbinblader, strukturelle komponenter til flyskrog, hus og komponenter til landingsstell, støpes for å være holdbare og sterke, samtidig som de er lette.
- Innen elektronikk er støping og pressstøping avgjørende, ettersom kapslinger og pressstøpte komponenter som kjøleribber, kontakter og skjermingsanordninger er nødvendige for å lede bort varme og gi sikkerhet til skjøre elektroniske kretser.
- Konstruksjon - Rør, beslag, braketter, ventiler og rekkverk for bygging av bygninger, broer osv. som gir strukturell stabilitet og lang levetid.
- Medisinsk utstyr - Presisjonsstøpte komponenter brukes i stor utstrekning til kirurgiske instrumenter, hus til avbildningsutstyr, ortopediske implantater osv.
- Industrimaskiner - Støping er nødvendig for å gi styrke og slitestyrke i girkasser, pumper og andre tunge maskindeler som arbeider under tøffe forhold.
Støping og pressstøping er svært utbredt, og de er derfor uunnværlige komponenter i moderne produksjonsindustri.
Varianter av trykkstøping
En av de mest populære produksjonsprosessene er pressstøping, der smeltet metall legges i en støpeform for å lage komponenter med komplekse og foreskrevne egenskaper. Gjennom tidene har det blitt utviklet ulike varianter av pressstøping for å tilpasse materialer, produksjonskrav og kvalitetsstandarder. Hver metode har sine fordeler og vil være mer eller mindre egnet for ulike typer bruksområder. Her følger en oversikt over de viktigste variantene av pressstøping med tilhørende prosesser og fordeler.
Gravitasjonsstøping (GDC)
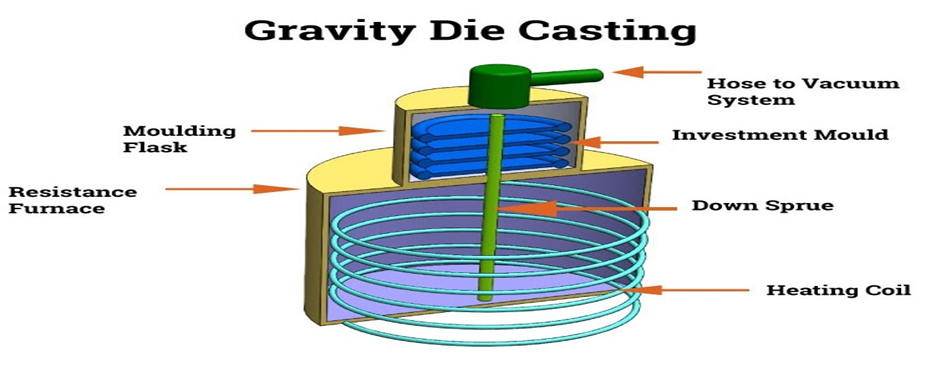
Oversikt
Ved gravitasjonsstøping (GDC) helles smeltet metall inn i en form uten bruk av høyt trykk. Tyngdekraften hjelper i stedet til med å lede metallet inn i hulrommet og organisere seg selv, som om det går av seg selv. Denne prosessen er å foretrekke for legeringer med lavere smeltepunkt, og brukes ofte når man ønsker en mer kontrollert størkningsprosess.
Viktige kjennetegn
- Det er mer effektivt enn sandstøping, ettersom det brukes gjenbrukbare støpeformer.
- Langsommere enn trykkstøping, men delen er sterkere på grunn av den tettere måten.
- Begrenset til spesifikke legeringer, for eksempel aluminium og magnesium.
Vanlige bruksområder
- Bilkomponenter (topplokk, motordeler).
- Rørdeler og ventilhus.
- Industrimaskiner og konstruksjonsdeler.
Lavtrykksstøping (LPDC)

Oversikt
Ved lavtrykksstøping (LPDC) presses smeltet metall inn i støpeformen under et lavt trykk i størrelsesorden 0,1 til 1 MPa. Med denne kontrollerte fyllingen minimeres turbulensen, og flyten blir jevnere, slik at defekter som luftlommer og inneslutninger holdes på et minimum.
Viktige kjennetegn
- Bedre materialintegritet på grunn av redusert turbulens.
- Alternativet er egnet for store, komplekse deler som krever høy strukturell styrke.
- Det er pålitelig (jevn kvalitet) når det gjelder masseproduksjon.
Vanlige bruksområder
- Aluminiumsfelger til biler.
- Strukturelle deler til fly.
- Varmebestandige komponenter i industrimaskiner.
Pressstøping

Oversikt
I Squeezedie-støpeprosessen presses smeltet metall inn i formhulen under høyt trykk. Fordi den påførte kraften strekker seg til mer enn 20 000 psi (pund per kvadrattomme), fyller metallet selv de fineste detaljene i formen og fjerner porøsitet.
Viktige kjennetegn
- Skaper ekstremt tette og sterke deler.
- Reduserer porøsiteten og gir bedre mekaniske egenskaper.
- Kan brukes til bruksområder med høy styrke der holdbarhet er viktig.
Vanlige bruksområder
- Fjæringskomponenter til biler.
- Romfartsdeler med høy ytelse.
- Kraftig industrielt verktøy og utstyr.
Vakuumstøping

Oversikt
Vakuumstøping brukes for å evakuere innestengt luft og gasser ut av formhulrommet før og under støpeprosessen. Denne metoden implementeres ved å skape et vakuum og oppnår en betydelig reduksjon i porøsitet, som er en vanlig defekt ved standard støping. Resultatet er en mer presis, sterkere og feilfri støpeform.
Viktige kjennetegn
- Forbedrer de mekaniske egenskapene til sluttproduktet.
- Den minimerer luftinneslutning, noe som gjør den egnet for deler med tynne vegger og høy presisjon.
- Forbedrer den generelle støpekvaliteten og reduserer behovet for etterbehandling.
Vanlige bruksområder
- Sveising av bilens konstruksjonsdeler for å oppnå lav vekt og lang holdbarhet.
- Komponenter til medisinsk utstyr med høy presisjon.
- Integriteten til romfartsdeler.
Støping i halvfast form (Rheocasting)

Oversikt
Ved Rheocasting eller Semi-Solid Die Casting brukes delvis størknet metall i stedet for helt flytende metall. Dette holder metallet i en halvflytende tilstand, slik at det flyter jevnt inn i støpeformen og reduserer turbulens og porøsitet.
Viktige kjennetegn
- Produserer komponenter med overlegne mekaniske egenskaper.
- Reduserer krympefeil og porøsitet.
- Ideell for komplekse deler med høy presisjon.
Vanlige bruksområder
- Alle bildeler som krever høy styrke og lette egenskaper.
- Elektroniske hylser med fine detaljer.
- For industrimaskiner med komponenter som må tåle slitasje.
Vanlige metaller som brukes i pressstøping
Pressstøping er en produksjonsprosess der smeltet metall sprøytes inn i en form under høyt trykk. Metallet som velges i denne prosessen, er også avgjørende for sluttproduktets styrke, holdbarhet og bruksområde. Ulike metaller kan brukes til slik støping, men ikke-jernholdige metaller (eller metaller uten jern) er de mest brukte ettersom de har lavere smeltepunkt og er mer støpbare.
Nedenfor følger en oversikt over de mest brukte metallene i pressstøping, deres egenskaper og bruksområder.
1. Aluminium

Blant metallene som brukes i pressstøping, Aluminium er imidlertid det mest brukte materialet og har den ideelle kombinasjonen av god styrke, lav vekt og korrosjonsbestandighet. Med sin relativt lave tetthet er det en god kandidat til bruk i industrier der det er behov for komponenter med lav tetthet og høy styrke.
Fordeler med aluminium i pressstøping
- Det er lett og sterkt, og brukes i bil- og romfartsindustrien for å redusere vekten.
- Korrosjonsbestandig - egnet for utendørs og marine bruksområder.
- God termisk og elektrisk ledningsevne - brukes i elektroniske hus og kjøleribber.
Vanlige bruksområder for støpegods i aluminium
- Motorblokker, girhus, hjul osv. (bildeler).
- Komponenter til luft- og romfart (flyrammer, braketter).
- Forbrukerelektronikk (smarttelefoner, kabinetter til bærbare datamaskiner).
Aluminium støpes normalt med kaldkammerpressing på grunn av det høye smeltepunktet.
2. Sink

Et annet populært støpemetall er sink, som er kjent for sin høye presisjon, styrke og enkle støping. Sink har imidlertid et lavere smeltepunkt enn aluminium, noe som gjør det godt egnet for varmkammerstøping og gir raskere produksjonssykluser.
Fordeler med sink i pressstøping
- Høy styrke og holdbarhet - ideelt for mekaniske komponenter.
- Lavt smeltepunkt - muliggjør raskere produksjon og lengre levetid for støpeformen.
- God overflatefinish - reduserer behovet for omfattende etterbehandling.
Vanlige bruksområder for støpegods av sink
- Små mekaniske komponenter (tannhjul, festeanordninger, hengsler).
- Elektriske og elektroniske kontakter.
- Inkluderer tilleggskomponenter som bildeler (braketter, håndtak, dørlåser).
Dessuten er sink billigere enn aluminium, og derfor er det det foretrukne materialet ved produksjon av små deler.
3. Magnesium
Magnesium er det letteste metallet som brukes som konstruksjonsmetall for trykkstøping, og det gir et eksepsjonelt forhold mellom styrke og vekt. Det veier omtrent 30% mindre sammenlignet med aluminium, noe som gjør det til et godt alternativ for bruksområder som krever vektreduksjon.
Fordeler med magnesium i pressstøping
- Ekstremt lett - ideell for bruk i romfart og bilindustrien.
- God styrke og slagfasthet - tåler mekanisk belastning.
- Det er svært lett å bearbeide (maskinbearbeidbarhet) enn andre metaller.
Vanlige bruksområder for støpegods i magnesium
- Det brukes i bilindustrien (ratt, dashbordrammer).
- Romfartsindustrien (drone- og flydeler).
- Forbrukerelektronikk (bærbare datamaskiner og kamerahus).
Selv om magnesium i pulverform er ganske lett antennelig, er pressstøpte deler tilstrekkelig stabile og trygge for industriell bruk.
4. Kobber og kobberlegeringer (messing og bronse)

Det har høy termisk og elektrisk ledningsevne, og kobber og kobberlegeringer (messing, bronse) brukes derfor til elektriske og rørleggertekniske formål. De er dyrere og tyngre enn både sink og aluminium, men til gjengjeld er de mer korrosjonsbestandige og slitesterke.
Fordeler med kobber og kobberlegeringer i pressstøping
- Utmerket elektrisk ledningsevne - brukes i elektroniske og elektriske komponenter.
- Det er korrosjonsbestandig og egner seg godt til rørleggerarbeid og marine bruksområder.
- Overlegen slitestyrke - sikrer at delene holder lenger.
Vanlige bruksområder for støpegods av kobber og kobberlegeringer
- Elektriske kontakter og terminaler.
- Rørleggerarmaturer og ventiler.
- Komponenter til industrimaskiner.
Selv om kobber vanligvis ikke brukes i like stor grad som aluminium eller sink i pressstøping, er det likevel avgjørende i slike spesialiserte bruksområder der det er behov for høy holdbarhet og ledningsevne.
5. Også bly og tinn (ikke så vanlig i dag)

For spesialiserte bruksområder var trykkstøping av bly og tinn en gang i tiden utbredt på grunn av deres lave smeltepunkt og utmerkede korrosjonsbestandighet. Likevel har bruken av disse stoffene gått drastisk ned de siste årene på grunn av helse- og miljømessige årsaker.
Fordeler med bly og tinn i pressstøping (historisk)
- Korrosjonsbestandigheten er god - det brukes i rørlegger- og batterikomponenter.
- Myk og formbar - Egnet for bruksområder med lav belastning.
- De har høy tetthet, og det er derfor de brukes til strålingsskjerming og lydisolering.
Vanlige bruksområder for bly- og tinnstøpegods (nå begrenset)
- Batteripolene.
- Lagre og myke loddedeler.
- Skjermingskomponenter i strålingsbeskyttelse.
Etter hvert som miljøbestemmelsene fortsetter å øke, har det blitt nødvendig for produsentene å finne tryggere materialer som aluminium, sink og magnesium.
Fordeler og ulemper
Fordeler med støping
- Lav produksjonspris - Støping er en kostnadseffektiv produksjonsmetode, spesielt for små serier, fordi det kreves lite verktøy (verktøy og matriser) sammenlignet med andre produksjonsprosesser.
- Kan lage store eller komplekse former - Støping kan skape former som er vanskelige å håndtere på en dreiebenk eller med maskinering, eller som er for store til at de kan håndteres.
- Støper et bredt utvalg av materialer - med jern, stål, aluminium, bronse osv.
- Effektiv materialbruk - Ved støping sløses det ikke med materiale fordi smeltet metall helles direkte i støpeformene, og det går ikke mye overflødig materiale til spille.
- Masseproduksjon - Når formen først er etablert, kan mange av de samme delene produseres relativt enkelt.
Ulemper ved støping
- Mindre presis enn trykkstøping. Tradisjonelle støpemetoder har en tendens til å gi ujevnheter i overflaten og dimensjonsvariasjoner som fortsatt må bearbeides.
- Lengre nedkjølingstider og nedkjølings- og størkningsprosessen kan påvirke den totale produksjonseffektiviteten.
- Mer etterarbeid kreves - Støpte deler vil ha ru overflate eller overflødig materiale (flash) som må fjernes gjennom maskinering som sliping og polering.
- Porøsitetsproblemer - Dette kan være et problem med luftlommer eller hulrom som oppstår under støpeprosessen og skaper svakheter i den strukturelle integriteten.
- Formslitasje - Ved bruk av gjenbrukbare støpeformer vil disse over tid brytes ned, og veggtykkelsen på delene øker, med tilhørende produksjonsfeil og økte vedlikeholdskostnader.
Fordeler med pressstøping
- Trykkstøping gir både høyhastighetsproduksjon, som egner seg for store produksjonsvolumer, og lavproduksjonsserier.
- Skaper sterke, presist dimensjonerte deler - På grunn av høytrykksinnsprøytningsprosessen kommer delene ut konsekvent, med små toleranser og en god kvalitet som minimerer behovet for ytterligere justeringer.
- Krever ikke mye etterbehandling - Pressstøpte deler har vanligvis glatte overflater og rene detaljer som ikke krever sekundær bearbeiding.
- Støpegods har utmerket repeterbarhet, noe som muliggjør ensartet produksjon i mange produksjonssykluser, og det er grunnen til at det er en foretrukket metode for masseproduksjon.
- God overflatefinish - Det krever ingen etterbehandling, noe som gjør det svært godt egnet til å lage produkter som tar hensyn til estetikk.
Ulemper med trykkstøping
- Høyere startkostnader (støpeformene er dyre) - Det kan være dyrt å designe og produsere støpeformer, og det er derfor ikke økonomisk lønnsomt hvis produksjonen er av liten skala.
- Ikke egnet for jernholdige metaller - trykkstøping er frosset til aluminium, sink og magnesium, noe som begrenser utvalget av mulige materialer.
- Ikke egnet for store eller tykke deler - Tynnveggede komponenter egner seg bedre for pressstøping enn massive eller tykkveggede. Trykkstøping innebærer en rask avkjølingsprosess.
- Porøsitet - Det er mulig at produktet kan ha blitt fylt med luft under sprøytestøpeprosessen, og det vil føre til porøsitet, noe som gjør det endelige produktet svakt.
- Mindre fleksibilitet når det gjelder designendringer - Etter at en støpeform er laget, vil det være kostbart og tidkrevende å gjøre designendringer på støpegods sammenlignet med andre støpemetoder.
8. Fremtiden for støping og pressstøping
Støping og pressstøping har en lovende fremtid (i hvert fall innen kort tid) på grunn av automatisering og 3D-printing. Noen viktige trender inkluderer:
- Miljøvennlige materialer - bærekraftige og resirkulerbare legeringer.
- Smart produksjon - AI-drevet automatisering for effektivitet.
- Integrering av additiv produksjon i form av hybridprosesser med støping og 3D-printing.
I moderne industrier vil disse innovasjonene øke produktiviteten, redusere sløsingen og redusere produksjonskostnadene, og dermed gjøre produksjonsprosessene enda mer uunnværlige.
Konklusjon
Produksjonsprosessen for å fremstille metallkomponenter av høy kvalitet er fortsatt en av de viktigste prosessene i ulike bransjer. Det finnes mange varianter av pressstøping, og hver av dem gir ulike fordeler for spesifikke bruksområder. Sterke og tette deler produseres ved gravitasjonsstøping; deler er strukturelt sunne med minimale defekter ved lavtrykksstøping. Pressstøping har fantastisk styrke og holdbarhet, mens vakuumstøping sparer på porøsiteten. Semi Solid Die Casting har imidlertid fordeler når det gjelder mekaniske egenskaper og presisjon for bruksområder med høy ytelse, og valget av støpemetode avhenger av materialvalg, delens kompleksitet, volum og type ønskede mekaniske egenskaper. Prosessen blir stadig forbedret med tanke på ny utvikling innen automatisering, legeringsutvikling og presisjonsteknikk, noe som gjør bruken stadig mer effektiv, mindre kostbar og miljøvennlig.
På grunn av industriens etterspørsel etter lettere, sterkere og tøffere komponenter vil teknologien utvikle seg kontinuerlig. Produsenter kan imidlertid forhindre dårlig produktytelse, sløsing og ineffektiv produksjon ved å velge riktig støpemetode. For å velge det beste produksjonsalternativet er det nødvendig å forstå disse støpevariantene og oppnå høyest mulig kvalitet, pålitelighet og effektivitet i produksjonen.
Ofte stilte spørsmål (FAQ)
1. Hvordan fungerer pressstøping og i hvilken form fungerer det?
Metallstøping er en prosess der smeltet metall sprøytes inn i en form under høyt trykk. Dette gjør det mulig for produsentene å fremstille komplekse metalldeler med høy presisjon, ypperlig overflatefinish og svært lite maskinering.
2. Hvor mange typer pressstøping?
De viktigste formene for pressstøping er gravitasjonsstøping (GDC), lavtrykksstøping (LPDC), pressstøping, vakuumstøping og halvfast støping. Fordelene og ulempene med hver metode avhenger av materialet og bruksområdet.
3. Hvilke metaller brukes vanligvis i pressstøpeprosessen?
Aluminium, sink, magnesium, kobber og legeringer av disse er de mest brukte metallene i pressstøping. Metallene velges ut fra vekt, styrke, korrosjonsbestandighet og varmeledningsevne.
4. Hvorfor er pressstøping så gunstig?
Høy produksjonseffektivitet, utmerket dimensjonsnøyaktighet, minimalt materialsvinn, jevn overflatefinish og mulighet til å produsere komplekse former med lite etterbehandling.