

鋳造とダイカストは、金属部品を所望の精度、耐久性、効率で製造するために不可欠な2つの重要な製造プロセスです。鋳造は、溶融した材料を金型に入れ、冷却して凝固させます。 鋳造には、砂型鋳造、インベストメント鋳造、永久鋳型鋳造などがあります。しかし、ダイカスト鋳造は、溶融金属を金型キャビティに高圧で注入する特殊な鋳造であり、高精度と良好な表面仕上げを実現します。自動車、航空宇宙、エレクトロニクス、および軽量、高強度、耐腐食性の部品が必要とされる関連産業の用途では、ダイカストが広く利用されている。ダイカスト鋳造は、産業界のさまざまなニーズに合うよう、長い時間をかけてさまざまなバリエーションが開発されてきました。重力ダイカスト(GDC)は金型への充填を重力に依存し、低圧ダイカスト(LPDC)は乱流を排除し、より高品質な材料の完全性を実現します。スクイーズダイカストで加えられる極端な圧力は、高強度で気孔のない部品を作り出し、真空ダイカストでは閉じ込められた空気が排除され、欠陥のない部品を得ることができます。さらに、半凝固ダイカスト(レオキャスト)は、機械的特性と精度を向上させるために部分的に凝固した金属を使用することによって達成されます。製造業における一般的な鋳造という用語は、金型に金属を充填し、凝固させることによって金属を成形する形態を指すために使用されます。この方法は、砂型鋳造、インベストメント鋳造、永久鋳型鋳造で一般的に使用されている。ダイカストにおける金型とは、高圧鋳造工程で使用される金型のことであり、ダイカスト工程におけるダイとは、ダイフェースに取り付けられる金型のことである。通常、大量生産用に設計された硬化鋼ダイが作られる。
この記事では、鋳造とダイカストの背後にある概念、これら2つの概念の違い、またそれぞれの種類、上記の可能なアプリケーション、およびこのプロセスの鋳造に関連する長所と短所について説明します。
1.キャスティングとは?

鋳造とは、液体の材料を型に押し込んで固める工業プロセスである。液体は基本的に金属やプラスチックなど、溶融可能な材料であれば何でもよい。固まった後、材料は鋳型の空洞に対応した形状になる。過去数千年にわたり、この技術を用いて道具や武器、複雑な彫刻が作られてきた。
キャスティング・プロセス
金属やプラスチック部品の鋳造工程では、これらのいくつかのステップが本質的な役割を果たす。
- 1.木材、プラスチック、金属などで最終製品の模型を作る。この模型をもとに、金型キャビティの形状と寸法を決定する。
- 2.鋳型の準備では、鋳型のキャビティはパターンに従って設計される。鋳造方法によって、砂型、金属型、セラミック型のいずれにするかを決定する。溶融材料のスムーズな流れを可能にするベントとゲートシステムが適切に組み込まれます。
- 3.通常、金属やプラスチックなどの原料を炉の中で高温で溶かすこと。使用する材料の種類によって固有の温度は異なる。
- 4.溶融材料は、鋳型のキャビティに適量ずつ注意深く注入され、注入が均一であるため欠陥が生じない。この際、手動注湯または自動注湯システムを使用することができる。
- 5.凝固 - 材料が鋳型内で冷却・凝固し、キャビティの形状が形成される。鋳造製品の最終的な特性に影響を与えるのは冷却速度であることが知られている。
- 6.凝固後、鋳物は鋳型から取り出され、ゲート、ランナー、フラッシュなどの余分な材料がトリミングされ、アセンブリは除去&仕上げを受けます。その後、最終製品の外観や機械的特性の改善をもたらすために、研削、研磨、熱処理などの仕上げ工程を追加することがあります。
このような構造化されたアプローチによって、鋳造はより信頼性の高い高品質なものとなる。
2.ダイカストとは?
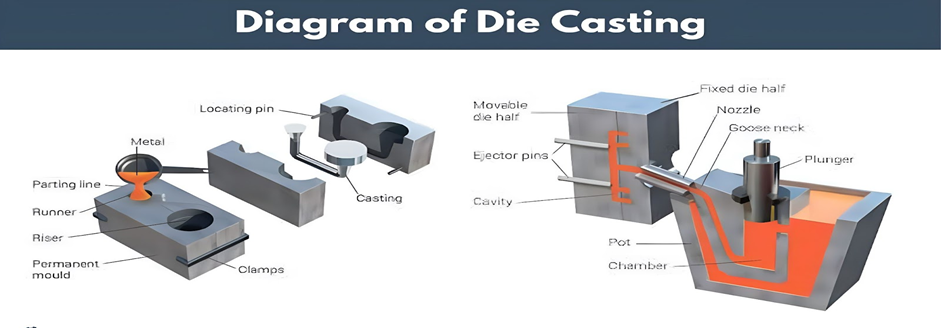
ダイは金型を意味し、それゆえ、溶融金属を高圧で押し出して金型キャビティに充填するダイカスト鋳造のプロセスの名称となっている。大量生産で、複雑かつ寸法精度の高い部品を作るのに最も適している。
ダイカストの工程
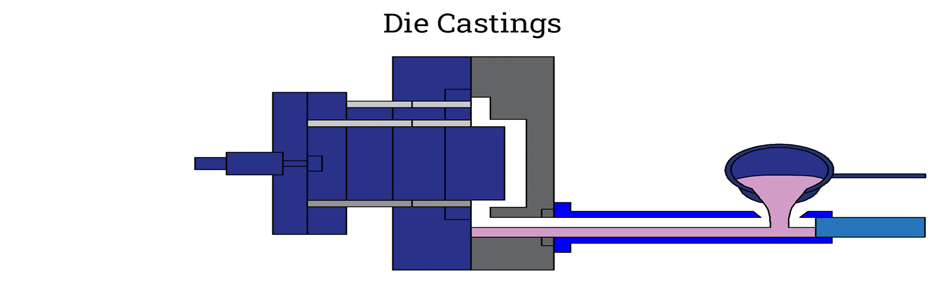
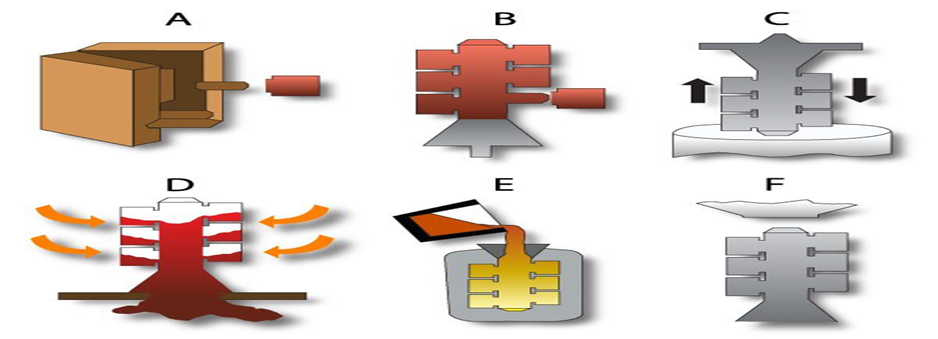
ダイカストは、金属部品を高圧下で金型のキャビティ形状に成形する製造プロセスであり、高い精度と正確な寸法精度、表面仕上げが要求されます。これは、以下のステップに従います:
- 1.溶融金属射出 - 1,500~25,000 psiの高圧をかけ、溶融金属(アルミニウム、亜鉛、マグネシウムなど)を鋼鉄製の金型(ダイ)に射出し、選択した金属を炉で溶かす。これにより、金型の細部まで溶融金属が充填される。
- 2.金型 - 溶融金属が金型内で冷却・凝固し、強度と精度の高い部品ができる。最終製品の機械的特性は冷却速度に依存する。
- 3.突き出しとトリマー - 凝固すると、鋳造部品は突き出しピンによって金型から突き出されます。フラッシュ、ランナー、ゲートを含む余分な材料は、所望の形状にトリミングされます。
- 4.表面仕上げ - 用途によっては、鋳物の外観、耐久性、耐食性を高めるために、ニース研磨、研磨塗装、陽極酸化処理、粉体塗装などの仕上げが必要になる場合があります。
このプロセスにより、高強度、低重量、複雑な部品が、後処理をほとんど必要とせずに得られます。最も一般的なダイカストは、アルミニウム、亜鉛、マグネシウムなどの非鉄金属に使用されます。
鋳造プロセスの種類
鋳造には、使用される方法の種類によってさまざまなタイプがある。
1 砂型鋳造

- 砂型を使う鋳造法は、最も汎用性が高く、経済的な鋳造法のひとつである。
- 自動車産業、航空宇宙産業、美術産業で一般的。
2 インベストメント鋳造
- ロストワックス鋳造とも呼ばれ、非常に詳細で複雑な部品を作る。
- 宝飾品、医療用インプラント、航空宇宙部品として使用。
3 遠心鋳造
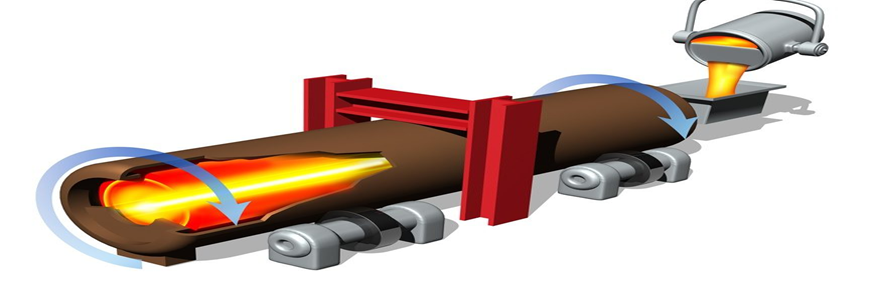
- 金型を回転させ、溶けた金属を完全に一体化させるのだ。
- パイプ、シリンダー、リングの製造によく使われる。
4 永久鋳型鋳造
- 廃棄物を減らし、再利用によって金型の使用を減らす。
- 繰り返しの高品質金属部品生産に最適です。
ダイカストの種類
ダイカストには主に2つの方法がある:
1.ホットチャンバーダイカスト
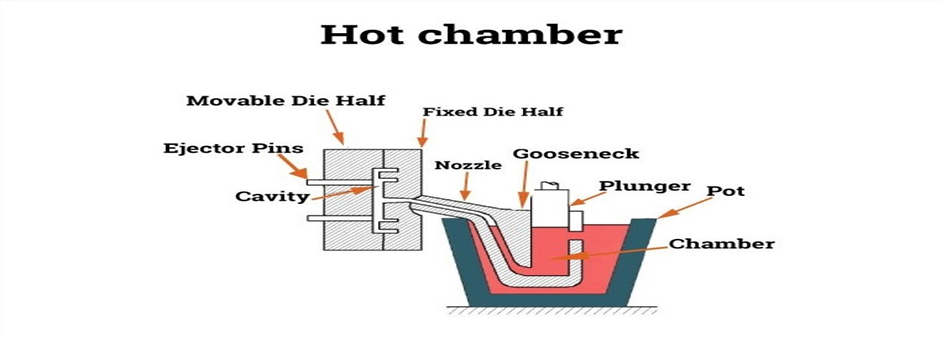
- 亜鉛やマグネシウムなどの低融点金属に使用される。
- より速いプロセスでより高い生産率を実現。
2.コールドチャンバーダイカスト

- アルミニウムや真鍮などの高融点金属に使用される。
- 溶融と射出のステップを遅くし、耐久性のある部品に適している。
5.鋳造とダイカストの違い
| 特徴 | キャスティング | ダイカスト |
| プロセス | 金型 金属を流し込む | 溶融金属を高圧で注入する |
| 材料 | 各種金属およびプラスチック | 主にアルミニウムや亜鉛などの非鉄金属 |
| 精密 | 中程度 | 高精度 |
| コスト | 低コストのイニシャルコスト | 高い初期金型費用 |
| アプリケーション | 大きくてシンプルな部品 | 小型で複雑な大量生産部品 |
鋳造とダイカストの用途

鋳造とダイカストは、それぞれ異なる産業において計り知れない役割を担っており、優れた精度で複雑な金属部品の製造を容易にするため、費用対効果に優れている。
- 自動車産業では、エンジンブロック、トランスミッションケーシング、ホイールハブ、ブレーキ部品、サスペンション部品を生産しています。軽量アルミ部品については、より高いレベルの燃費効率を満たすダイカストが特に好まれています。
- 航空宇宙タービンブレード、機体構造部品、ハウジング、着陸装置部品などの航空宇宙部品は、軽量でありながら耐久性があり、強度が高い鋳造品です。
- エレクトロニクス分野では、ヒートシンク、コネクター、シールド装置などの筐体やダイカスト部品が熱を排出し、壊れやすい電子回路に安全性を提供するために必要であるため、鋳造とダイカストは不可欠である。
- 建設 - 建築物、橋梁などの建設に使用されるパイプ、継手、ブラケット、バルブ、手すり。
- 医療機器 - 精密鋳造部品は、手術器具、画像機器のハウジング、整形外科用インプラントなど、医療分野で幅広く使用されています。
- 産業機械 - ギアボックス、ポンプ、その他過酷な条件下で使用される重機械部品に強度と耐摩耗性を持たせるためには、鋳造が必要です。
鋳造とダイカストの用途は広く、それゆえ現代の製造業には欠かせない部品となっている。
ダイカストのバリエーション
最も一般的な製造工程のひとつがダイカストで、溶けた金属を金型に入れて、複雑で規定の特性を持つ部品を作ります。ダイカスト鋳造は、材料、生産要件、品質基準に合わせて、時代とともにさまざまな種類が開発されてきました。それぞれの方法には利点があり、さまざまな種類の用途に多かれ少なかれ適しています。以下に、ダイカストの主なバリエーションと、それぞれのプロセスおよび利点を示します。
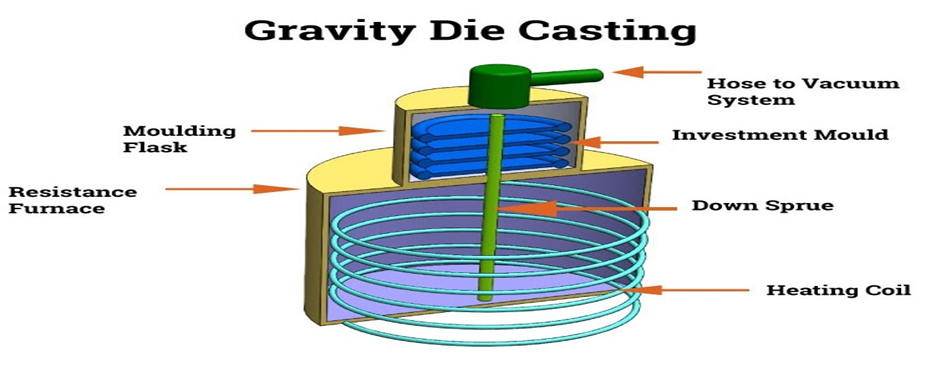
重力ダイカスト(GDC)
概要
グラビティ・ダイカスト(GDC)は、高圧を使わずに溶融金属を金型に流し込む技術である。むしろ、重力が金属をキャビティに充満させ、それ自体で構成されるように誘導します。このプロセスは、融点の低い合金に好まれ、より制御された凝固プロセスが望まれる場合に一般的に使用されます。
主な特徴
- 再利用可能な鋳型を使用するため、砂型鋳造よりも効率的である。
- 圧力ダイカストよりも鋳造時間は遅いが、より高密度なファッションのため、部品はより強くなる。
- アルミニウムやマグネシウムなど特定の合金に限られる。
一般的なアプリケーション
- 自動車部品(シリンダーヘッド、エンジン部品)。
- 管継手とバルブ本体。
- 産業機械および構造部品。
低圧ダイカスト (LPDC)

概要
低圧ダイカスト(LPDC)とは、溶融金属を0.1~1MPa程度の低圧で金型内に圧入することである。この制御された充填により、乱流が最小限に抑えられ、流れがスムーズになるため、エアポケットや介在物のような欠陥を最小限に抑えることができます。
主な特徴
- 乱流の減少による材料の完全性の向上。
- このオプションは、高い構造強度を必要とする大型で複雑な部品に適している。
- 大量生産の場合、信頼できる(品質が安定している)。
一般的なアプリケーション
- 自動車用アルミホイール。
- 航空機の構造部品。
- 産業機械の耐熱部品。
スクイズダイカスト

概要
スクイーズド・キャスト・プロセスでは、金型キャビティ内の溶融金属に高い圧力がかかります。加えられる力は20,000psi(ポンド毎平方インチ)以上にも及ぶため、金属は鋳型の細部まで充填され、気孔が除去される。
主な特徴
- 極めて緻密で強靭な部品を作る。
- 気孔率を低減し、機械的特性を向上させる。
- 耐久性が重視される高強度用途に適している。
一般的なアプリケーション
- 自動車用サスペンション部品
- 高性能航空宇宙部品。
- ヘビーデューティー産業用工具および機器
真空ダイカスト

概要
真空ダイカストは、鋳造前および鋳造中に、金型キャビティから閉じ込められた空気やガスを排出するためにその設計を使用します。この方法は真空にすることで実施され、標準的なダイカスト鋳造の一般的な欠陥である気孔率の大幅な減少を実現します。その結果、より精密で強度が高く、欠陥のない鋳物が得られる。
主な特徴
- 最終製品の機械的特性を高める。
- 空気の巻き込みが少なく、薄肉で高精度の部品に適している。
- 全体的な鋳造品質が向上し、後処理が軽減される。
一般的なアプリケーション
- 軽量耐久性を満たす自動車構造部品の溶接。
- 高精度の医療機器部品。
- 航空宇宙部品の完全性。
セミソリッドダイカスト(レオキャスト)

概要
レオキャストまたはセミソリッドダイカストでは、完全に液体ではなく部分的に凝固した金属を使用します。これにより、金属は半液体またはスラリーの状態に保たれ、金型内にスムーズに流れ込み、乱流や気孔が減少します。
主な特徴
- 優れた機械的特性を持つ部品を製造。
- 収縮欠陥と空隙率を低減する。
- 複雑で高精度な部品に最適。
一般的なアプリケーション
- 高い強度と軽量性が要求される自動車部品。
- 細かいディテールの電子ケーシング。
- 摩耗に耐える必要のある部品を持つ産業機械用。
ダイカストで使用される一般的な金属
溶けた金属を金型に高圧で注入する製造工程がダイカストです。この工程で選択される金属も、最終製品の強度や耐久性、用途に欠かせない。このような鋳造には様々な金属を使用することができますが、融点が低く鋳造しやすい非鉄金属(または鉄を含まない金属)が最も一般的に使用されています。
ダイカストで最も使用される金属とその特性および用途を以下に示す。
1.アルミニウム

に使用される金属のうち、最も重要なのは、その金属を使用することである。 ダイカスト、 しかし、アルミニウムは最も広く使用されており、優れた強度、軽量性、耐食性という理想的な組み合わせを持っている。比較的密度が低いため、高強度で低密度の部品が必要な産業で使用するのに適しています。
ダイカストにおけるアルミニウムの利点
- 軽量で強度が高く、自動車や航空宇宙産業で軽量化のために使用されている。
- 耐腐食性 - 屋外および海洋での使用に適しています。
- 優れた熱伝導性と電気伝導性 - 電子機器のハウジングやヒートシンクに使用される。
アルミダイカストの一般的な用途
- エンジンブロック、トランスミッションハウジング、ホイールなど(自動車部品)。
- 航空宇宙部品(航空機フレーム、ブラケット)。
- 家電製品(スマートフォン本体、ノートパソコンの筐体)。
アルミニウムは融点が高いため、通常はコールドチャンバーダイカストでダイカストされる。
2.亜鉛

もう一つの人気のあるダイカスト用金属は亜鉛で、高精度、高強度、鋳造の容易さで知られています。しかし、亜鉛はアルミニウムに比べて融点が低いため、ホットチャンバーダイカストに適しており、生産サイクルが速くなります。
ダイカストにおける亜鉛の利点
- 高い強度と耐久性 - 機械部品に最適。
- 低融点 - 高速生産と金型寿命の延長を可能にする。
- 良好な表面仕上げ - 大掛かりな後処理の必要性を低減。
亜鉛ダイカストの一般的な用途
- 小型機械部品(ギア、ファスナー、ヒンジ)。
- 電気・電子コネクタ
- 以下のような追加コンポーネントを含む 自動車部品 (ブラケット、ハンドル、ドアロック)。
さらに、亜鉛はアルミニウムよりも安価であるため、小型部品の製造では優先的に使用される素材である。
3.マグネシウム
ダイカスト用構造金属として、マグネシウムは使用される金属の中で最も軽く、重量に対する強度が非常に優れています。マグネシウムの重量はアルミニウムに比べて約30%軽く、軽量化が求められる用途に適しています。
ダイカストにおけるマグネシウムの利点
- 非常に軽量 - 航空宇宙および自動車用途に最適。
- 優れた強度と耐衝撃性 - 機械的ストレスに耐えられる。
- 他の金属に比べて非常に加工しやすい(被削性)。
マグネシウムダイカストの一般的な用途
- 自動車産業(ステアリング・ホイール、ダッシュボード・フレーム)に使用されている。
- 航空宇宙産業(ドローンおよび航空機部品)。
- 家電製品(ノートパソコン、カメラ本体)。
粉末状のマグネシウムはかなり可燃性が高いが、ダイカストで作られた部品は十分に安定しており、工業用としては安全である。
4.銅および銅合金(黄銅および青銅)

熱伝導率や電気伝導率が高く、銅やその合金(黄銅、青銅)はそのため電気や配管の用途に使われています。亜鉛やアルミニウムよりも価格が高く、重量もありますが、耐食性と耐摩耗性に優れています。
ダイカストにおける銅とその合金の利点
- 優れた導電性 - 電子・電気部品に使用。
- 耐食性に優れ、配管や海洋用途に適している。
- 優れた耐摩耗性 - 部品を長持ちさせます。
銅および銅合金ダイカストの一般的な用途
- 電気コネクタと端子。
- 配管継手とバルブ。
- 産業機械部品
ダイカスト鋳造では、アルミや亜鉛ほど銅は使われませんが、高い耐久性と導電性が要求される特殊な用途では、やはり銅は欠かせません。
5.鉛と錫も(現在ではあまり一般的ではない)

特殊な用途では、融点が低く耐食性に優れる鉛や錫のダイカスト鋳造がかつて普及していた。とはいえ、健康や環境上の理由から、近年ではその使用量は激減している。
ダイカストにおける鉛と錫の利点(歴史的に)
- 耐食性は良好で、配管やバッテリー部品に使用されている。
- ソフトで可鍛性 - 低ストレス用途に適している。
- 密度が高いため、放射線遮蔽や防音用途に使われる。
鉛ダイカストと錫ダイカストの一般的な用途(現在は限定されている)
- バッテリー端子。
- ベアリングとソフトハンダ部品。
- 放射線防護における遮蔽部材。
環境規制が高まるにつれ、メーカーはアルミニウム、亜鉛、マグネシウムなど、より安全な素材を探す必要が出てきた。
メリットとデメリット
キャスティングの利点
- 低生産価格 - 鋳造は、他の製造工程に比べて金型がほとんど必要ないため、特に少量生産の場合、コスト効率の高い製造方法です。
- 大きな形状や複雑な形状を作ることができる - 鋳造は、旋盤や機械加工では扱いにくい形状や、大きすぎて扱えない形状を作ることができる。
- 鉄、鋼、アルミニウム青銅など、さまざまな素材を鋳造。
- 効率的な材料使用 - 鋳造では、溶けた金属を鋳型に直接流し込むため材料を無駄にせず、余分な材料があまり失われない。
- 大量生産に適している - 一度金型が確立されれば、同じ部品を比較的簡単にたくさん生産することができる。
キャスティングのデメリット
- ダイカストよりも精度が低い。伝統的な鋳造法では、表面の欠陥や寸法のばらつきが生じやすく、機械加工が必要となる。
- 冷却時間が長くなり、冷却と凝固のプロセスが長くなると、全体の生産効率に影響する可能性がある。
- より多くの仕上げ作業が必要 - 鋳造部品には、研削や研磨などの機械加工によって除去しなければならない粗い表面や余分な材料(バリ)がある。
- ポロシティの問題 - これは、鋳造工程で生じるエアポケットやボイドの問題であり、構造的完全性に弱点を生じさせる。
- 金型の劣化 - 再利用可能な金型を使用すると、時間の経過とともに金型が劣化し、部品の肉厚が増加する。
ダイカストの利点
- ダイカスト鋳造は、大量生産に適した高速生産と、少量生産のロットの両方を提供します。
- 強度が高く、正確な寸法の部品を作成 - 高圧射出工程により、部品は安定し、公差が厳しく、品質が良いため、さらなる調整を最小限に抑えることができます。
- 後加工をあまり必要としない - ダイカスト部品は通常、滑らかな表面ときれいな細部を持ち、二次加工を必要としない。
- ダイカストは再現性に優れ、多くの生産サイクルにおいて均一な生産が可能である。
- 良好な表面仕上げ - 仕上げ加工を必要としないため、美観を考慮した製品作りに非常に適している。
ダイカストの欠点
- 初期費用が高い(金型が高価) - ダイカスト金型の設計と製造には費用がかかるため、生産規模が小さい場合は経済的でない。
- 鉄系金属には不向き - ダイカストはアルミニウム、亜鉛、マグネシウムに凍結されるため、使用可能な材料の範囲が限定される。
- 大型部品や厚肉部品には不向き - 薄肉部品は、巨大部品や厚肉部品よりもダイカストに適しています。ダイカスト鋳造は急冷プロセスが必要です。
- ポロシティ - 射出成形の過程で製品が空気で満たされる可能性があり、それがポロシティの原因となり、最終製品が弱くなる。
- 設計変更の柔軟性が低い - 金型製作後、鋳物の設計変更は、他の鋳造方法に比べてコストと時間がかかる。
8.鋳造とダイカストの未来
鋳造とダイカストは、自動化と3Dプリンティングにより、将来(少なくともまもなく)有望である。主なトレンドは以下の通り:
- 環境に優しい素材 - 持続可能でリサイクル可能な合金。
- スマート・マニュファクチャリング - AIによる自動化で効率化を実現。
- アディティブ・マニュファクチャリングは、鋳造と3Dプリンティングのハイブリッドプロセスという形で統合されている。
現代の産業では、こうした技術革新によって生産性が向上し、無駄が省かれ、生産コストが削減される。
結論
様々な産業から、高品質の金属部品を製造する製造工程は、製造業の主要工程の1つであり続けています。ダイカスト鋳造のオプションには多くのバリエーションがあり、それぞれが特定の用途に異なる利点をもたらします。グラビティダイカストでは強度が高く緻密な部品が製造され、低圧ダイカストでは欠陥が少なく構造的に健全な部品が製造されます。スクイズ・ダイカストは強度と耐久性に優れ、バキューム・ダイカストは気孔率を抑えることができます。しかし、半凝固ダイカスト鋳造は、機械的特性と高性能アプリケーションのための精度で利点があり、ダイカスト方法の選択は、材料の選択、部品の複雑さ、部品の体積と希望する機械的特性の種類に依存します。このプロセスは、自動化、合金開発、精密工学の新たな発展により、ますます効率的で、コストが低く、環境に優しいものとなっています。
より軽く、より強く、より強靭な部品が産業界から求められているため、技術は絶え間なく進化していきます。しかし、メーカーは適切なダイカスト鋳造法を選択することで、製品性能の低下や無駄、生産効率の低下を防ぐことができます。最適な製造方法を選択するためには、これらのダイカスト鋳造法を理解し、最高の品質、信頼性、生産効率を得ることが必要です。
よくある質問 (FAQ)
1.ダイカストはどのように機能し、どのような形で機能するのか?
ダイカストとして知られるプロセスによる金属鋳造は、溶融金属を高圧下で金型に注入するプロセスである。これにより、製造業者は複雑で高精度の金属部品を、優れた表面仕上げとごくわずかな機械加工で製造することができる。
2.ダイカストには何種類ありますか?
ダイカストの主な形式は、グラビティ・ダイカスト(GDC)、低圧ダイカスト(LPDC)、スクイズ・ダイカスト、真空ダイカスト、セミ・ソリッド・ダイカストです。各方式の異なる利点と欠点は、材料とアプリケーションによって異なります。
3.ダイカストの工程で通常使用される金属は何ですか?
アルミニウム、亜鉛、マグネシウム、銅、およびそれらの合金は、ダイカストで最も一般的に使用される金属です。金属は、重量、強度、耐食性、熱伝導性などの観点から選択されます。
4.ダイカストはなぜ有益なのか?
生産効率が高く、寸法精度に優れ、材料の無駄が少なく、滑らかな表面仕上げが可能で、複雑な形状でも後処理をほとんど必要としない。