
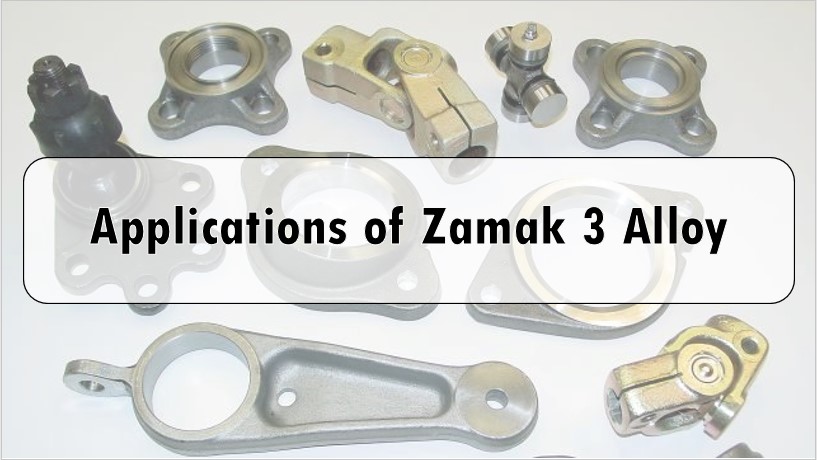
Guida completa a Zamak 3 e alle sue applicazioni
Tra le leghe Zamac, la Zamak 3 è la più popolare per il suo equilibrio di resistenza, durata e facilità di [...]
Tra le leghe Zamac, la Zamak 3 è la più popolare per il suo equilibrio di resistenza, durata e facilità di [...]

Che cos'è la zama? La zama o "lega di zinco" è una famiglia di leghe principalmente a base di zinco con tracce di altri elementi.
Sono pochi i luoghi in cui si può imparare a saldare l'alluminio fuso e le competenze necessarie per farlo.

Quando si è alla ricerca di un buon materiale per gli arredi da esterno, occorre considerare la durata, lo stile, ma anche i bassi tassi di manutenzione. Un'ampia

Se state pensando che si può saldare l'alluminio fuso, la risposta è sì, ma bisogna avere la giusta configurazione,
Un metallo durevole e resistente alla corrosione con uno strato di ossido trasparente è l'alluminio anodizzato chiaro. Aumenta la forza e la resistenza all'usura,

La colata è uno dei processi di lavorazione dei metalli più antichi e versatili, che consente ai produttori di produrre forme complesse di

Le industrie attuali utilizzano ampiamente l'alluminio per la sua forza combinata con il suo peso ridotto e la sua capacità di resistere

L'alluminio anodizzato viene utilizzato principalmente perché è leggero, forte e resistente alla corrosione. Sebbene l'alluminio grezzo offra una certa

La fusione e la pressofusione sono due importanti processi produttivi, fondamentali per realizzare componenti metallici con la precisione desiderata,