

ADC12 pressofusione
Che cos'è la pressofusione ADC12? L'ADC12 è uno dei materiali più comunemente utilizzati per la pressofusione di leghe di alluminio, [...]
Che cos'è la pressofusione ADC12? L'ADC12 è uno dei materiali più comunemente utilizzati per la pressofusione di leghe di alluminio, [...]
Alluminio forgiato a freddo: Una panoramica dei vantaggi, del processo e delle applicazioni Lo stampaggio a freddo dell'alluminio è un metodo efficace per produrre alluminio sagomato.

Avete bisogno di un fornitore di servizi di lavorazione cnc in Cina rapido ed efficace? CNM è la vostra fabbrica affidabile di lavorazione cnc in Cina.

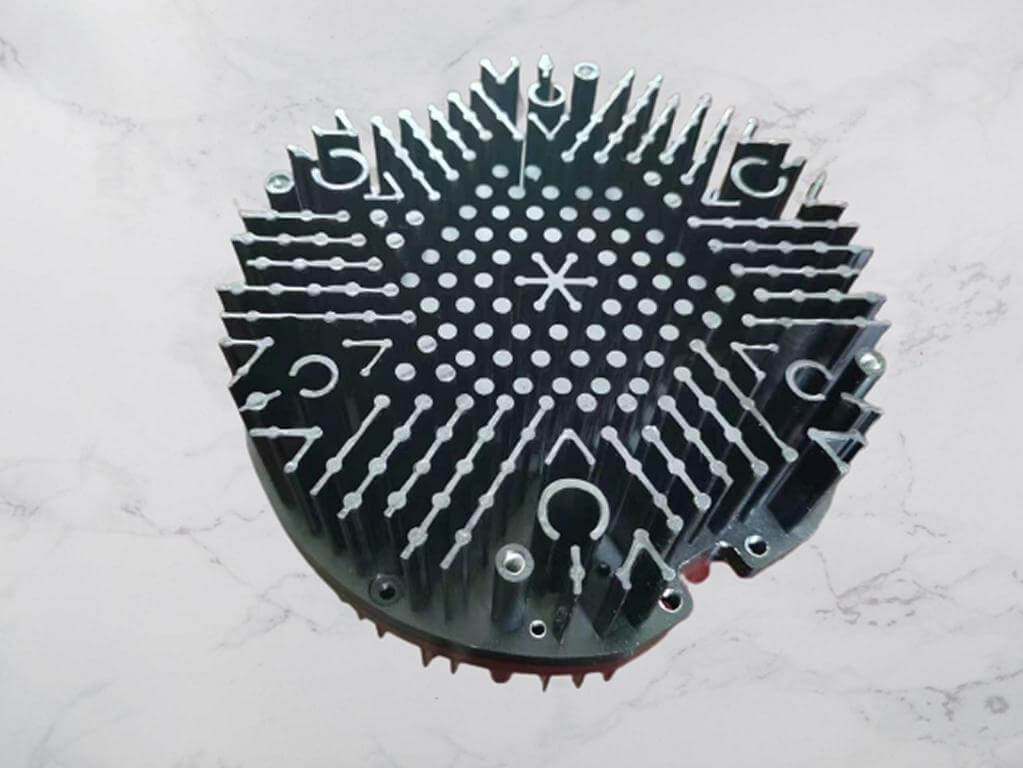
Cosa sono i dissipatori di calore per luci LED I dissipatori di calore per luci LED sono componenti progettati per dissipare il calore generato dai moduli LED.
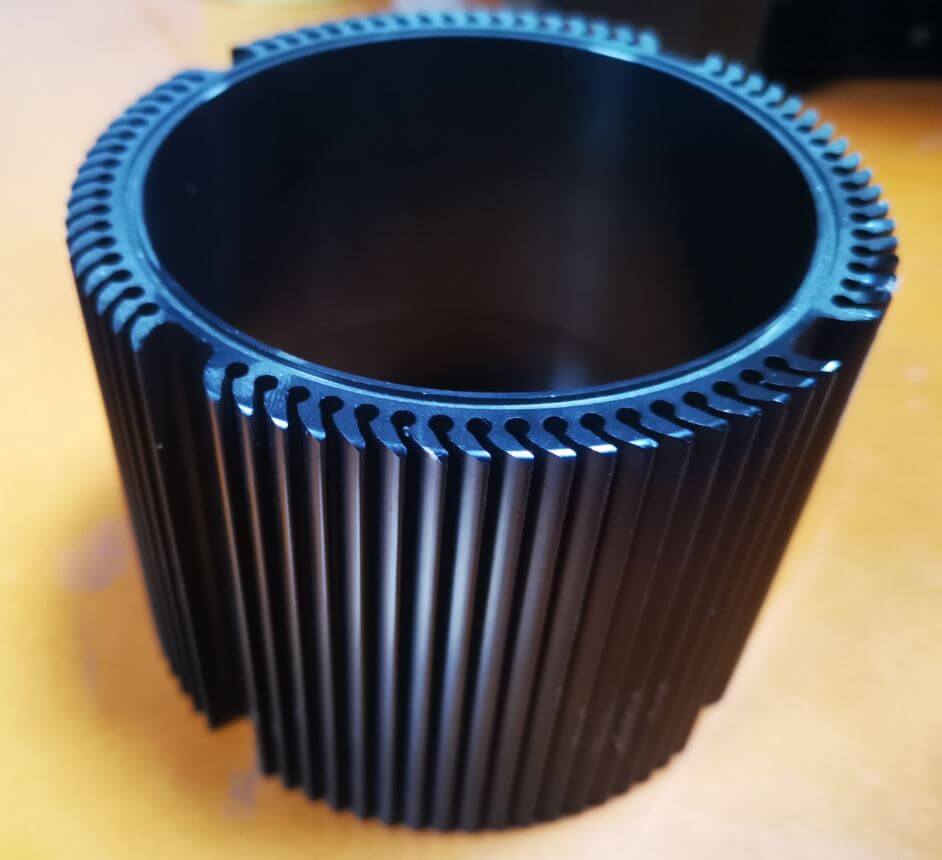
Cosa sono i dissipatori di calore in alluminio personalizzati I dissipatori di calore in alluminio personalizzati o su misura si riferiscono ai dissipatori di calore realizzati

I processi produttivi sono essenziali per la produzione di una varietà di beni e servizi. La fusione della lega di alluminio A356 non fa eccezione. Questa

Il produttore all'ingrosso di alluminio della pressofusione offrirà il prezzo all'ingrosso per le parti di alluminio della pressofusione per conservare il vostro costo con tutto il

Che cos'è lo stampo per pressofusione di zinco personalizzato: Vantaggi, progettazione e scelta del produttore giusto Lo stampo di pressofusione in zinco personalizzato si riferisce a

Cosa sono le parti personalizzate in pressofusione di alluminio Le parti personalizzate in pressofusione di alluminio sono parti che sono state specificamente progettate e

Gli stampi personalizzati per la pressofusione di alluminio sono una componente vitale nella produzione di componenti in alluminio di alta qualità. Questi stampi specializzati sono