
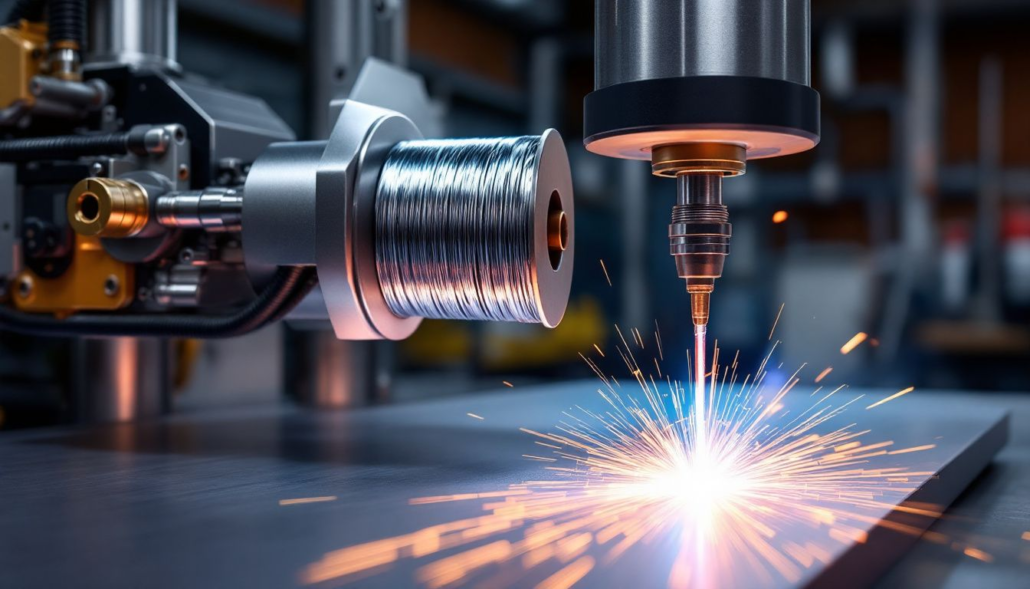
Welding Cast Aluminum: A Comprehensive Guide
There are very few places one can go to learn about welding cast aluminum, and the skill set needed to […]
There are very few places one can go to learn about welding cast aluminum, and the skill set needed to […]

Current industries extensively use aluminium because of its strength combined with its low weight along with its ability to resist

Anodized aluminum material is used mainly because it is light, strong, and corrosion-resistant. While raw aluminum does offer a certain
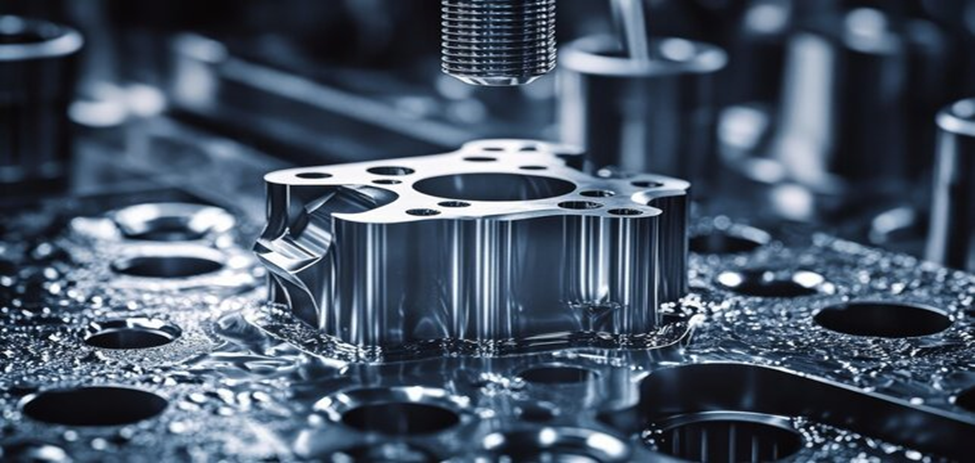
The role of aluminum die casting is a widely used, highly efficient manufacturing process capable of producing complex, high-strength, and

The die-casting production method remains a fundamental process in making various products throughout multiple industries including automotive production together with

Aluminum Product Manufacturers are crucial in the industries of automotive, aerospace, electronics, packaging, etc. Therefore, many top-tier aluminum product manufacturers

Because it is lightweight, strong, and durable, aluminum casting is widely used throughout different industries from automotive to aerospace, electronics

Zinc die casting is a manufacturing process that involves the production of intricate and strong metal parts using molten zinc.

High-pressure die Casting (HPDC) is one of the most frequently utilized metal casting processes in current manufacturing. Manufacturers choose HPDC

Alloy die casting is essential to the manufacturing industry because it relies heavily on high precision, durable, and cost-effective metal