
Dissipateurs thermiques en aluminium sur mesure
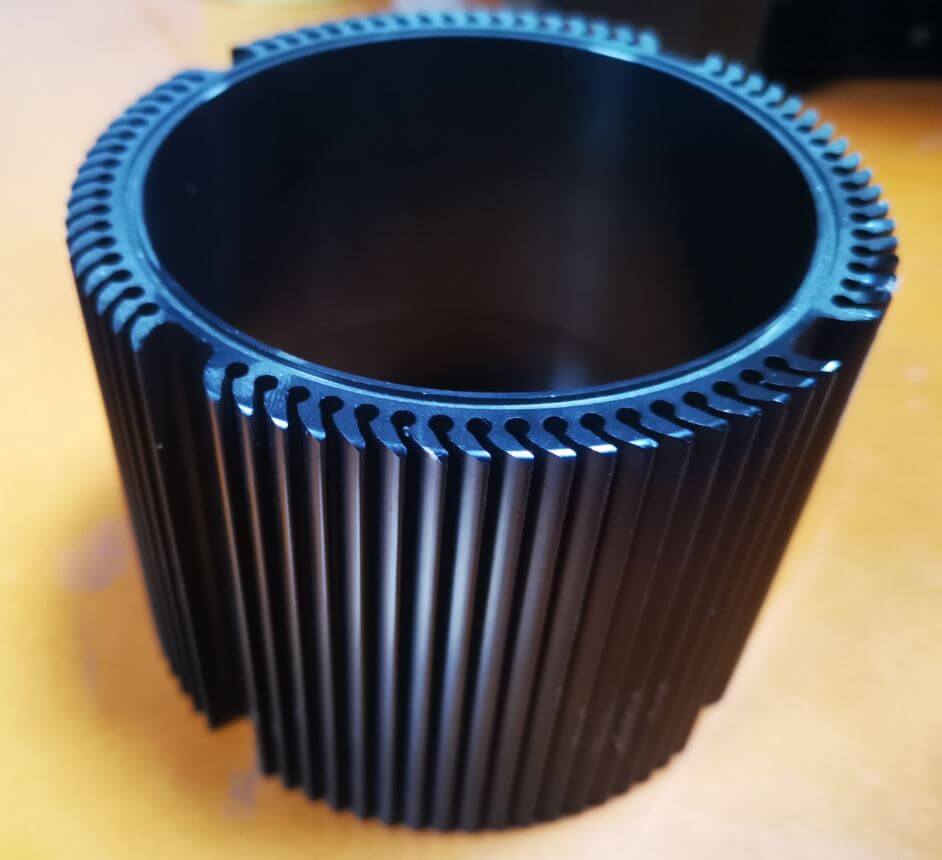
What is custom aluminum heat sinks Custom aluminum heat sinks or custom made heat sinks refer to heat sinks made […]
What is custom aluminum heat sinks Custom aluminum heat sinks or custom made heat sinks refer to heat sinks made […]

Manufacturing processes are essential for producing a variety of goods and services. A356 aluminum alloy casting is no exception. This

Wholesale aluminum die casting manufacturer will offer wholesale price for aluminum die casting parts to save your cost with any

What is Customized Zinc Die Casting Mould: Benefits, Designing, and Choosing the Right Manufacturer Customized zinc die casting mould refers

What is Customized aluminum die casting parts Customized aluminum die casting parts are parts that have been specifically designed and

Custom aluminum die casting molds are a vital component in the production of high-quality aluminum parts. These specialized molds are

Custom bronze casting is the process of creating a unique, one-of-a-kind bronze piece based on a specific design or concept.

What is bronze die casting? Bronze die casting is a manufacturing process that allows for the creation of bronze alloy

Zinc die casting vs aluminum die casting which one is the best alloy Both zinc die casting and aluminum die

If you’re looking for Aluminum CNC machining service factories, you’ve likely noticed that there are a plethora of machining factories