Principales entreprises de moulage sous pression de véhicules automobiles en Chine et dans le monde
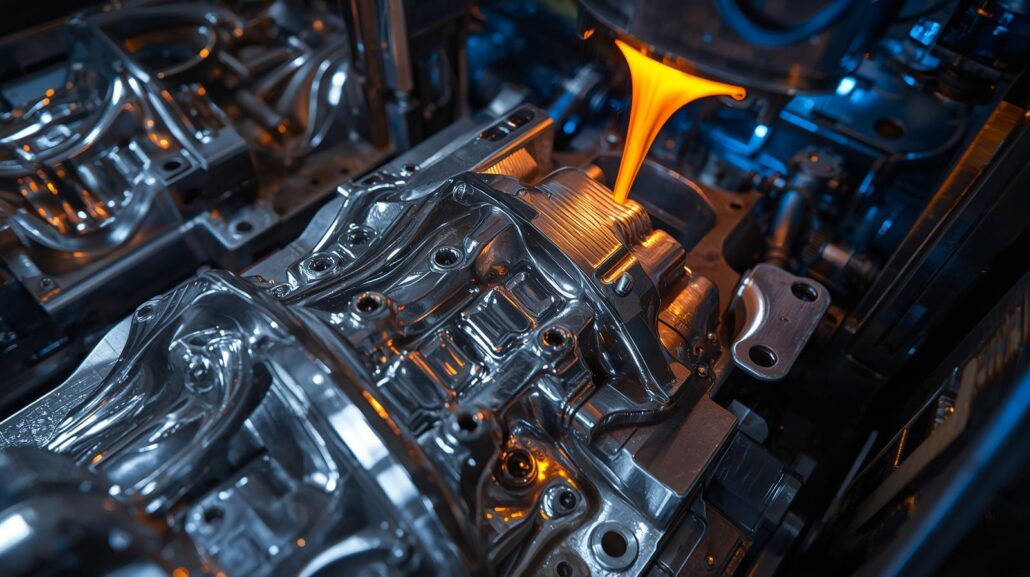
moulage sous pression de l'aluminium, entreprises de moulage sous pression, société de moulage sous pression, Fabricant de pièces moulées sous pressionLe moulage sous pression de l'aluminium est l'un des procédés de fabrication les plus fiables et les plus rentables de l'industrie contemporaine. Il s'agit de l'injection sous haute pression d'aluminium fondu à haute température dans un moule précis afin de créer des pièces puissantes, légères et précises sur le plan dimensionnel. Il est particulièrement utile pour la production de formes très complexes avec des finitions de surface élevées, et c'est donc un processus privilégié dans les secteurs de l'automobile, de l'aérospatiale, de l'électronique, des produits de consommation et de la machinerie industrielle. Le moulage sous pression de l'aluminium a fait l'objet d'une forte demande ces dernières années. La tendance mondiale aux voitures électriques, aux constructions légères et à l'efficacité énergétique a placé les alliages d'aluminium en première ligne de l'innovation. Les fabricants ont désormais mis au point des composants de haute technologie tels que des blocs moteurs, des boîtiers de transmission, des boîtiers de batterie et des dissipateurs thermiques qui sont à la fois durables et légers. La recyclabilité et la résistance à la corrosion font que l'aluminium est également utile dans les tendances mondiales de production durable et respectueuse de l'environnement. Les États-Unis d'Amérique et la Chine sont deux des principaux centres de moulage sous pression de l'aluminium. Les entreprises américaines sont connues pour être innovantes, avoir des normes de qualité élevées et utiliser des niveaux élevés d'automatisation. Elles peuvent être considérées comme un bon investissement dans les industries de haute précision. À l'inverse, les fabricants chinois ont acquis une grande compétitivité sur le marché mondial, ont fourni une solution rentable, une capacité de production élevée et des technologies plus avancées. Cet article présente quelques-unes des industries de moulage sous pression de l'aluminium les plus performantes aux États-Unis et en Chine, leurs forces, leurs capacités et les facteurs qui font d'elles les partenaires les plus fiables des entreprises du monde entier en tant que fournisseurs privilégiés de l'industrie manufacturière. Qu'est-ce que le moulage sous pression automobile ? Le moulage sous pression est un processus de production par lequel un métal en fusion, généralement de l'aluminium, du magnésium ou du zinc, est injecté sous forte pression dans un moule dont l'espace est ouvert. Ce procédé permet de produire en masse des composants très résistants aux fonctions complexes, avec une bonne finition de surface et une grande précision dimensionnelle. Le moulage sous pression dans l'industrie automobile permet de produire des composants qui sont : L'utilisation du moulage sous pression a révolutionné la construction des véhicules contemporains, qui peuvent ainsi gagner du poids tout en restant performants. La demande a contribué au taux élevé de développement des principales entreprises de moulage sous pression en Chine, en Europe, en Amérique et au Japon. Pourquoi la Chine est le leader du moulage sous pression automobile La Chine est l'un des plus grands fabricants mondiaux de pièces moulées sous pression pour l'automobile en raison de sa situation géographique : Cet ensemble d'atouts a permis aux entreprises chinoises de moulage sous pression pour l'industrie automobile de devenir des centrales non seulement sur le marché local, mais aussi à l'échelle internationale dans la chaîne d'approvisionnement. CNM Tech Diecasting Company est un producteur de premier plan de produits moulés sous pression en aluminium de qualité supérieure. Elle offre à plusieurs secteurs tels que l'automobile, l'électronique et les télécommunications des composants conçus avec précision et visant à maintenir les normes de qualité les plus élevées. Elle peut produire des pièces légères et solides grâce à ses processus de production avancés, tels que le moulage sous pression et l'usinage CNC. La société Diecasting croit au pouvoir de l'innovation constante et investit donc dans des machines modernes, des lignes de production automatisées et, plus important encore, des systèmes de contrôle de la qualité qui permettent d'obtenir les mêmes résultats à tout moment. Les équipementiers et les fournisseurs de niveau 1 font également partie de sa clientèle mondiale, ce qui en fait un partenaire fiable pour répondre aux besoins de production complexes et en grandes quantités. Site web : https://www.thediecasting.com/ Pourquoi les choisir The Diecasting Company est préférée par les entreprises parce qu'elle se concentre sur la qualité, la précision et l'innovation. L'application de technologies de moulage sous pression de pointe, un contrôle de qualité rigoureux et la livraison dans les délais garantissent à leurs clients des composants conformes aux normes internationales et font d'eux le choix préféré des équipementiers automobiles et des fabricants qui souhaitent trouver un fournisseur fiable de solutions de moulage sous pression. Industries desservies Sincere Tech Sincere Tech est l'un des producteurs de moules de haute précision pour l'injection plastique et le moulage sous pression. Elle possède une expérience dans la conception de moules, le prototypage et la fabrication du produit final, ce qui lui permet d'offrir une solution unique à ses clients dans le monde entier. Ils utilisent des logiciels de CAO/FAO et d'usinage automatisé pour que tous les moules fabriqués soient très précis. Plastic Mold peut se prévaloir d'années d'expérience dans la satisfaction des besoins des secteurs de l'automobile, de l'électronique grand public et des appareils médicaux, avec la capacité de fournir des moules complexes avec efficacité. Ils se distinguent par leur innovation, leur contrôle de la qualité et leur rapidité de livraison, ce qui en fait un fournisseur de confiance pour les entreprises qui souhaitent une solution de moulage personnalisée. Site Web : https://www.plasticmold.net/ Pourquoi les choisir Plastic Mold est choisi en raison de ses systèmes complets de fabrication de moules, de ses compétences techniques et de sa capacité à s'adapter à des délais de production limités. Leurs moules de qualité supérieure minimisent les erreurs, améliorent la productivité et aident les clients à obtenir des produits moulés sous pression ou par injection précis et fiables. Industries desservies GC Precision Mould GC Precision Mould est un producteur de moules sous pression en Chine qui fournit des moules sous pression en aluminium, en zinc et en magnésium. Il a la réputation de fabriquer des pièces de haute qualité, rentables et légères dans les secteurs de l'automobile, de l'électronique et de l'éclairage. Elle est capable de réaliser des moulages sous pression, des usinages CNC et des opérations de finition secondaire. Alu Diecasting se concentre sur la précision, la longévité et la productivité. Elle répond toujours aux normes internationales grâce à l'utilisation d'installations modernes, de lignes automatisées et d'ingénieurs qualifiés. Elle s'adresse à des clients locaux et internationaux, tels que les équipementiers et les fournisseurs de niveau 1, et se positionne comme l'un des principaux fabricants chinois de pièces moulées sous pression pour l'industrie automobile. Site web : https://aludiecasting.com/ Pourquoi les choisir Ils utilisent Alu Diecasting car ils offrent une combinaison de prix compétitifs, de normes de haute qualité et de technologie. Ils ont des antécédents en matière d'alliages divers, d'usinage de précision et de production dans les délais, ce qui permet d'obtenir des pièces fiables, durables et légères qui satisfont aux exigences de l'industrie automobile mondiale. Industries desservies Get It Made Get It Made est un producteur d'usinage CNC, d'impression 3D, de moulage sous pression et de formage des métaux basé au Royaume-Uni. L'entreprise prend en charge à la fois le prototypage et la production de faibles volumes,