
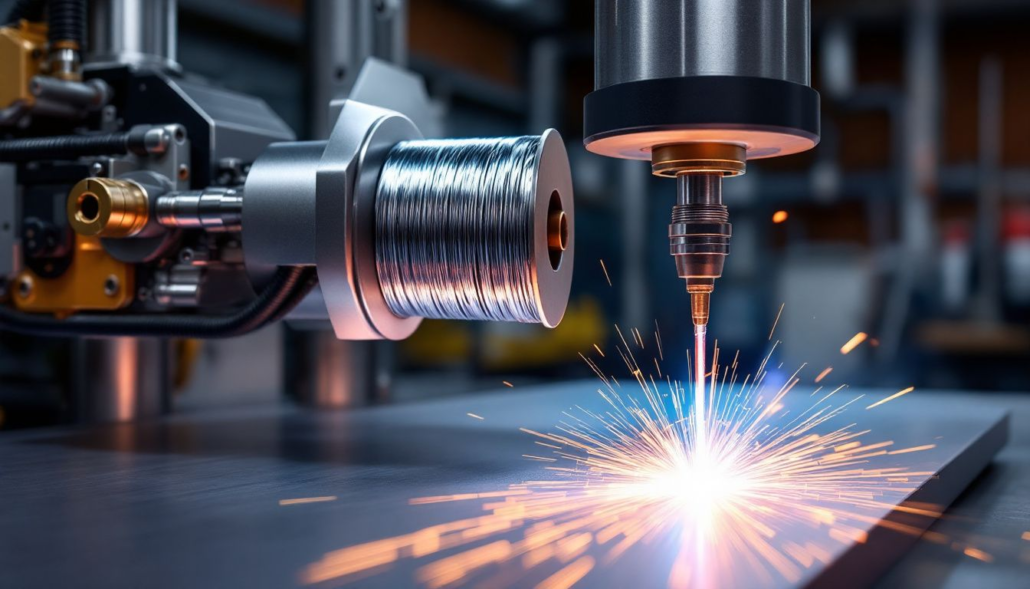
Schweißen von Aluminiumguss: Ein umfassender Leitfaden
Es gibt nur sehr wenige Orte, an denen man etwas über das Schweißen von Aluminiumguss lernen kann, und die Fähigkeiten, die [...]
Es gibt nur sehr wenige Orte, an denen man etwas über das Schweißen von Aluminiumguss lernen kann, und die Fähigkeiten, die [...]

Eloxiertes Aluminium wird vor allem deshalb verwendet, weil es leicht, stabil und korrosionsbeständig ist. Rohes Aluminium bietet zwar eine gewisse
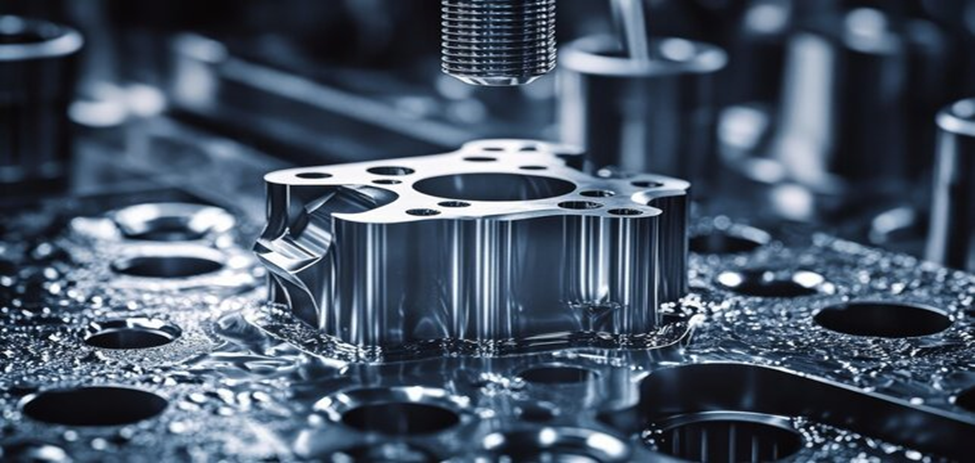
Der Aluminiumdruckguss ist ein weit verbreitetes, hocheffizientes Herstellungsverfahren, mit dem sich komplexe, hochfeste und

Legierter Druckguss ist für die verarbeitende Industrie unverzichtbar, da sie in hohem Maße auf hochpräzise, langlebige und kostengünstige Metalle angewiesen ist.

China hat sich in den letzten 20 Jahren zu einem Weltproduzenten entwickelt, so dass jeder Dinge aus China kaufen möchte, sobald man
Für die Wandstärke und Konsistenz von Druckgussteilen gibt es keine festen Regeln. Dem Prozess inhärent ist

Aluminium-Druckgussteile sind von bemerkenswertem Nutzen in verschiedenen Industriezweigen und vor allem in der Luft- und Raumfahrttechnik, wo
Die Druckguss-Schließkraft ist die Kraft, die von der Schließeinheit der HPDC-Druckgussmaschine auf eine Form ausgeübt wird. Die

Die Kletterphase: Der erste Schritt besteht darin, die Formhälften für das Gießen vorzubereiten, indem die Oberflächen der einzelnen Teile gereinigt werden.

Das Verfahren des Druckgusses mit Druckinjektion kann bis Mitte 1800 verfolgt werden. Die verwendeten Komponenten waren Zinn und Blei,