Støbning af metal involverer formning af fritflydende flydende metaller ved brug af matricer, forme eller mønstre. Støbegods er generelt groft efterbehandlede på grund af deres produktionsmåde. I mange tilfælde er det nødvendigt med yderligere efterbehandling for at fjerne grater og andre artefakter fra støbeprocessen. Metalstøbning bruges til at designe en bred vifte af komponenter og færdige produkter. Alt fra simple søm og skruer til motorblokke kan fremstilles ved hjælp af metalstøbning. Almindelige metalstøbningsprocesser omfatter sandstøbning, trykstøbning, permanent formstøbning, investeringsstøbning, centrifugalstøbning og støbning med tabt skum.
Sandstøbning bruges til at fremstille store dele (typisk jern, men også bronze, messing og aluminium). Smeltet metal hældes i et formhulrum, der er dannet af sand (naturligt eller syntetisk). Sandstøbninger har generelt en ru overflade, nogle gange med overfladeurenheder og overfladevariationer.
Trykstøbning af zink
Trykstøbning omfatter en række processer, hvor genanvendelige matricer eller forme bruges til at producere støbning. Formen indeholder et aftryk af det færdige produkt sammen med dens løbe-, tilførsels- og udluftningssystemer. Formen er i stand til at køre en regelmæssig cyklus og til (hurtigt) at sprede varmen fra det metal, der hældes i den. Når det flydende metal er tilstrækkeligt afkølet, åbnes formen, og støbningen kan tages ud og færdiggøres.
I permanent formstøbningSmeltet metal hældes i støbejernsforme, der er belagt med en keramisk formvask. Kernerne kan være af metal, sand, sandskaller eller andre materialer. Når formen er færdig, åbnes den, og støbegodset skubbes ud.
Investeringsstøbning involverer støbning af mønstre ved indsprøjtning af en særlig voks i en metalform. Mønstrene samles i en klynge omkring et vokskanal-system. 'Træet' af mønstre bliver derefter belagt med 8-10 lag ildfast materiale. Samlingen opvarmes for at fjerne voksen. Den varme form støbes, og når den er afkølet, fjernes formmaterialet ved slag, vibrationer, sandblæsning, højtryksvandblæsning eller kemisk opløsning, hvilket efterlader støbegodset, som derefter fjernes fra kanalsystemet.
Centrifugalstøbning
Centrifugalstøbning bruges til at producere støbegods, der er cylindrisk i formen. Ved centrifugalstøbning roterer en permanent form om sin akse ved høje hastigheder, mens det smeltede metal hældes. Det smeltede metal kastes centrifugalt mod den indvendige formvæg, hvor det størkner. Støbningen er normalt en finkornet støbning med en meget finkornet ydre diameter, som er modstandsdygtig over for atmosfærisk korrosion, hvilket er et typisk behov for rør. Den indvendige diameter har flere urenheder og indeslutninger, som kan bearbejdes væk.
trykstøbning af magnesium
Støbning med tabt skum
Lost foam casting (LFC) er støbning af metal der bruger skumfyldte mønstre til at producere støbegods. Skummet sprøjtes ind i et mønster og fylder alle områder uden at efterlade hulrum. Når smeltet metal sprøjtes ind i mønstret, brændes skummet af, så støbningen kan tage form.
Trykstøbning
Trykstøbning og metalstøbning omfatter en række processer, hvor genanvendelige matricer eller forme bruges til at producere støbning. Formen er i stand til at køre en regelmæssig cyklus og (hurtigt) afgive varmen fra det metal, der hældes i den. Når det flydende metal er kølet tilstrækkeligt af, åbnes formen, og støbningen kan fjernes og færdiggøres.
I TrykstøbningsprocesNår man støber, sprøjtes det smeltede metal under tryk ind i en genanvendelig form eller matrice. Formen indeholder et aftryk af støbningen sammen med dens løbe-, tilførsels- og udluftningssystemer. Formen er i stand til at køre en regelmæssig cyklus og til (hurtigt) at sprede varmen fra det metal, der hældes i den. Når det flydende metal er afkølet tilstrækkeligt, åbnes formen, og metalstøbningen kan tages ud og færdiggøres.
Den trykstøbning under højt tryk processen er den mest udbredte og står for ca. 50% af al produktion af letmetalstøbning. Trykstøbning ved lavt tryk står i øjeblikket for omkring 20% af produktionen, og brugen af det er stigende. Trykstøbning ved hjælp af tyngdekraft står for resten, med undtagelse af et lille, men voksende bidrag fra den nyligt introducerede vakuumstøbning og pressestøbning. design af lavtryks- og tyngdekraftsstøbeforme for forbedret formfyldning, optimeret størkningsmønster og maksimalt udbytte. Gravitationsstøbning er velegnet til masseproduktion og til fuldt mekaniseret støbning. Trykstøbning under lavt tryk er særligt velegnet til
Trykstøbning af aluminium
Produktion af komponenter, der er symmetriske omkring en rotationsakse. Lette bilhjul fremstilles normalt ved hjælp af denne teknik.
Metaller til trykstøbning kan variere meget, og forskellige Trykstøbningsvirksomheder kan have mulighed for at arbejde med en eller flere af dem. Nogle af de mest almindelige metalstøbningstyper omfatter trykstøbning af aluminium, messingstøbning, blystøbning (den mest populære til modelstøbning), trykstøbning af magnesiumog Trykstøbning af zink.
Jeg håber, at alle disse oplysninger er nok til din reference, men hvis du vil vide mere, er du velkommen til at kontakte os via telefon eller e-mail.
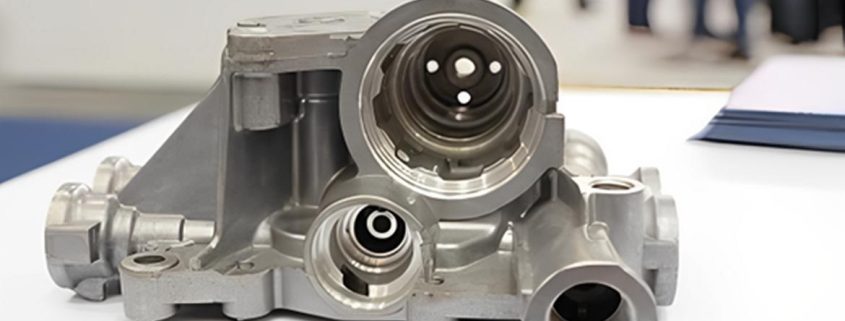
Trykstøbning er en produktionsform Proces til fremstilling af metaldele med nøjagtige dimensioner, skarpt definerede, glatte eller strukturerede overflader. Det sker ved at tvinge smeltet metal under højt tryk ind i genanvendelige metalforme. Processen beskrives ofte som den korteste afstand mellem råmateriale og færdigt produkt. Udtrykket "trykstøbning" bruges også til at beskrive den færdige del.
Udtrykket "gravity die casting" henviser til støbninger, der er lavet i Metalforme under et tyngdekraftshoved. Det er kendt som permanent formstøbning i USA og Canada. Det, vi kalder "trykstøbning" er her kendt som "trykstøbning under højt tryk" i Europa.
For det første skal en stålform, der kan producere titusindvis af støbegods i hurtig rækkefølge, laves i mindst to sektioner for at gøre det muligt at fjerne støbegods. Disse sektioner monteres sikkert i en maskine og er arrangeret, så den ene er stationær (fast formhalvdel), mens den anden er bevægelig (injektorformhalvdel). For at påbegynde støbeprocessen spændes de to matricehalvdele tæt sammen af trykstøbemaskinen. Smeltet metal sprøjtes ind i formens hulrum, hvor det størkner hurtigt. Formhalvdelene trækkes fra hinanden, og støbegodset sprøjtes ud. Støbeforme kan være enkle eller komplekse og have bevægelige glidere, kerner eller andre sektioner afhængigt af støbningens kompleksitet.
Den komplette cyklus i trykstøbningsprocessen er langt den hurtigste, der kendes til at producere præcise ikke-jernholdige metaldele. Dette står i skarp kontrast til Sandstøbning som kræver en ny sandform til hver støbning. Mens den permanente støbeproces bruger jern- eller stålforme i stedet for sand, er den betydeligt langsommere og ikke så præcis som trykstøbning.
Typer af maskiner til trykstøbning
Uanset hvilken type maskine der anvendes, er det vigtigt, at formhalvdelene, kernerne og/eller andre bevægelige sektioner er sikkert låst på plads under støbeprocessen. Generelt styres maskinens spændekraft af (a) støbeformens projicerede overfladeareal (målt ved formens skillelinje) og (b) det tryk, der bruges til at sprøjte metal ind i formen. De fleste maskiner bruger vippemekanismer, der aktiveres af hydrauliske cylindre (nogle gange lufttryk) for at opnå låsning. Andre bruger direkte virkende hydraulisk tryk. Sikkerhedslåsesystemer bruges til at forhindre matricen i at åbne sig under støbningen.
Trykstøbemaskiner, store som små, adskiller sig grundlæggende kun ved den metode, der bruges til at sprøjte smeltet metal ind i formen. De klassificeres og beskrives som enten varm- eller koldkammerstøbemaskiner.
Trykstøbemaskiner med varmt kammer
Varmekammermaskiner (fig. 1) bruges primært til zink og legeringer med lavt smeltepunkt, som ikke så let angriber og eroderer metalgryder, -cylindre og -stempler. Avanceret teknologi og udvikling af nye materialer med højere temperaturer har udvidet brugen af dette udstyr til Trykstøbning af magnesiumlegering.
Figur 1: Maskine med varmt kammer. Diagrammet illustrerer stempelmekanismen, som er nedsænket i smeltet metal. Moderne maskiner er hydraulisk drevne og udstyret med automatisk cykluskontrol og sikkerhedsanordninger.
I varmekammermaskinen er indsprøjtningsmekanismen nedsænket i smeltet metal i en ovn, der er fastgjort til maskinen. Når stemplet hæves, åbnes en port, så det smeltede metal kan fylde cylinderen. Når stemplet bevæger sig nedad og forsegler porten, tvinger det smeltet metal gennem svanehalsen og dysen ind i matricen. Når metallet er størknet, trækkes stemplet tilbage, matricen åbnes, og den resulterende støbning skydes ud.
Varmkammermaskiner er hurtige i drift. Cyklustiderne varierer fra mindre end et sekund for små komponenter, der vejer mindre end en ounce, til tredive sekunder for en støbning på flere kilo. Formene fyldes hurtigt (normalt mellem fem og fyrre millisekunder), og metallet indsprøjtes ved højt tryk (1.500 til over 4.500 psi). Ikke desto mindre giver moderne teknologi tæt kontrol over disse værdier og producerer dermed støbegods med fine detaljer, tætte tolerancer og høj styrke.
Trykstøbemaskiner med koldt kammer
Koldkammermaskiner (fig. 2) adskiller sig primært fra varmkammermaskiner på ét punkt: Indsprøjtningsstemplet og cylinderen er ikke nedsænket i det smeltede metal. Det smeltede metal hældes ind i et "koldt kammer" gennem en port eller en hældespalte med en manuel eller automatisk øse. Et hydraulisk betjent stempel, der bevæger sig fremad, forsegler porten og tvinger metallet ind i den låste matrice ved højt tryk. Indsprøjtningstrykket varierer fra 3.000 til over 10.000 psi for både aluminium- og magnesiumlegeringer og fra 6.000 til over 15.000 psi for kobberbaserede legeringer.
Figur 2: Koldkammermaskine. Diagrammet viser matrice, koldt kammer og vandret stempel (i ladeposition).
Trykstøbning giver komplekse former inden for snævrere tolerancer end mange andre masseproduktionsprocesser. I en koldkammermaskine hældes der mere smeltet metal i kammeret, end der er brug for til at fylde formens hulrum. Dette hjælper med at opretholde et tilstrækkeligt tryk til at pakke hulrummet solidt med støbelegering. Overskydende metal skubbes ud sammen med støbningen og er en del af det samlede skud.
Driften af en "koldkammer"-maskine er lidt langsommere end en "varmkammer"-maskine på grund af øseoperationen. En koldkammermaskine bruges til højt smeltepunkt Legeringer til trykstøbning fordi stempel- og cylinderenheder er mindre udsatte for angreb, da de ikke er nedsænket i smeltet metal.
Trykstøbning og deres konstruktion
Trykstøbningsforme (fig. 3) er lavet af legeret værktøjsstål i mindst to sektioner kaldet fast formhalvdel og ejektorformhalvdel. Den faste formhalvdel er monteret på den side, der vender mod indsprøjtningssystemet til det smeltede metal. Ejektorhalvdelen, som trykstøbningen klæber til, og som den skubbes ud af, når formen åbnes, er monteret på maskinens bevægelige plade.
Den faste matricehalvdel er designet til at indeholde granathullet, hvorigennem det smeltede metal kommer ind i matricen. Ejektorhalvdelen indeholder normalt de kanaler (passager) og porte (indløb), som leder det smeltede metal til formens hulrum (eller hulrum). Ejektorhalvdelen er også forbundet med en ejektorboks, som indeholder mekanismen til at skubbe støbningen ud af matricen. Udstødningen sker, når stifter, der er forbundet med udstøderpladen, bevæger sig fremad for at tvinge støbegodset ud af hulrummet. Dette sker normalt som en del af maskinens åbningsslag. Placeringen af udstøderstifterne skal være omhyggelig, så den kraft, der udøves på støbegodset under udstødningen, ikke forårsager deformation. Returstifter, der er fastgjort til udkasterpladen, fører denne tilbage til støbepositionen, når matricen lukker.
Faste og bevægelige kerner bruges ofte i matricer. Hvis den er fast, skal kerneaksen være parallel med retningen af Trykstøbningsform åbning. Hvis de er bevægelige, er de ofte fastgjort til kerneslidser. Hvis siden af et trykstøbningsdesign kræver en fordybning, kan formen laves med en eller flere glidere for at opnå det ønskede resultat uden at påvirke udstødningen af støbningen fra formhulrummet. Alle bevægelige glidere og kerner skal være omhyggeligt monteret og kunne låses sikkert på plads under støbeprocessen. Ellers kan smeltet metal blive tvunget ind i deres glidebaner og forårsage driftsforstyrrelser. Selv om glidere og kerner øger kompleksiteten og omkostningerne ved formkonstruktion, gør de det muligt at producere trykstøbegods i en lang række konfigurationer og normalt mere økonomisk end nogen anden metalbearbejdningsproces.
Type af trykstøbningsforme
Stempler klassificeres som: enkelt hulrum, flere hulrum, kombinations- og enhedsstempler (figur 4-A til 4-D).
En matrice med et enkelt hulrum kræver ingen forklaring. Stempler med flere hulrum har flere hulrum, som alle er identiske. Hvis en matrice har hulrum med forskellige former, kaldes den en kombinations- eller familiematrice. En kombination af matricer bruges til at producere flere dele til en samling. Til enkle dele kan der bruges enhedsværktøjer for at opnå værktøjs- og produktionsbesparelser. Flere dele til en samling eller til forskellige kunder kan støbes på samme tid med enhedsforme. En eller flere støbeforme samles i en fælles holder og forbindes med skinner til en fælles åbning eller et granathul. Det giver mulighed for samtidig fyldning af alle hulrum.
Fordele ved trykstøbning
Trykstøbte komponenter, pyntelister og/eller færdige produkter har mange funktioner, fordele og gevinster for dem, der vælger denne fremstillingsproces.
Trykstøbegods produceres ved høje produktionshastigheder. Der kræves kun lidt eller ingen bearbejdning.
Trykstøbegods kan produceres med tyndere vægge end dem, der kan opnås med andre støbemetoder ... og meget stærkere end plastsprøjtestøbegods med samme dimensioner.
Trykstøbning giver dele, som er holdbare, formstabile og har en fornemmelse af kvalitet.
Trykstøbningsforme kan producere tusindvis af identiske støbegods inden for de specificerede tolerancer, før der er behov for yderligere værktøj.
Trykstøbt zink kan let pletteres eller efterbehandles med et minimum af overfladebehandling.
Trykstøbegods kan produceres med overflader, der simulerer en lang række forskellige strukturer.
Trykstøbte overflader er glattere end de fleste andre former for støbning.
Huller i trykstøbegods kan udkernes og laves til gevindborestørrelser.
Udvendige gevind på dele kan let trykstøbes.
Trykstøbegods har integrerede fastgørelseselementer, som f.eks. bøsninger og bolte, hvilket kan give besparelser i monteringen.
Indsatser af andre metaller og nogle ikke-metaller kan trykstøbes på plads.
Trykstøbelegeringers korrosionsbestandighed varierer fra god til høj.
Trykstøbninger er monolitiske. De kombinerer mange funktioner i én kompleks formet del. Fordi trykstøbninger ikke består af separate dele, der er svejset eller fastgjort sammen, er styrken materialets, ikke gevindets eller svejsningens osv.
Trykstøbningsproces kan produceretrykstøbning af aluminium, magnesium trykstøbning, zink trykstøbning, messing trykstøbning , blystøbning og så videre, og alle disse kan nemt produceres massivt.
Trykstøbning er en effektiv, økonomisk proces, som, når den udnyttes maksimalt, kan erstatte samlinger af forskellige dele, der er fremstillet ved hjælp af forskellige fremstillingsprocesser, med betydelige besparelser i omkostninger og arbejdskraft.
Sammenligninger med andre produkter
Sprøjtestøbning af plast Dele
Sammenlignet med Sprøjtestøbning af plast DeleTrykstøbegods er stærkere, stivere, mere dimensionsstabilt, mere varmebestandigt og langt bedre end plast, når det gælder egenskaber og omkostninger. De hjælper med at forhindre radiofrekvenser og elektromagnetiske emissioner. Til forkromning er trykstøbninger meget bedre end plast. Trykstøbninger har en høj grad af holdbarhed under belastning sammenlignet med plast, er fuldstændig modstandsdygtige over for ultraviolette stråler, vejrlig og spændingsrevner i nærvær af forskellige reagenser. Produktionscyklusserne for trykstøbninger er meget hurtigere end for plastsprøjtestøbninger. Plast kan dog være billigere pr. volumenenhed, har indbyggede farveegenskaber, som har tendens til at eliminere efterbehandling, er temperaturfølsomme og er gode elektriske isolatorer.
Støbning i sand
Sammenlignet med sandstøbninger, Trykstøbninger kræver meget mindre bearbejdning; kan laves med tyndere vægge; kan have alle eller næsten alle huller i størrelse; kan holdes inden for meget tættere dimensionsgrænser; produceres hurtigere i matricer, der laver tusindvis af trykstøbninger uden udskiftning; kræver ikke nye kerner til hver støbning; er let forsynet med indsatser, der er støbt på plads; har glattere overflader og involverer meget mindre arbejdsomkostninger pr. støbning. Sandstøbninger kan derimod laves af jernholdige metaller og af mange ikke-jernholdige legeringer, der ikke egner sig til trykstøbning. Former, der ikke kan fremstilles ved trykstøbning, er tilgængelige i sandstøbninger; den maksimale størrelse kan være større; værktøjsomkostningerne er ofte mindre, og små mængder kan produceres mere økonomisk. du kan tjekke mere Sandstøbning af aluminium
Støbning af permanent form
Sammenlignet med Støbning af permanent formTrykstøbninger kan laves til tættere dimensionsgrænser og med tyndere sektioner; huller kan udstøbes; produceres ved højere hastigheder med mindre manuelt arbejde; har glattere overflader og koster normalt mindre pr. trykstøbning. Permanent formstøbning indebærer noget lavere værktøjsomkostninger; kan laves med sandkerner, hvilket giver former, der ikke er tilgængelige ved trykstøbning.
Smedning
Sammenlignet med smedearbejde, Trykstøbningerkan gøres mere komplekse i formen og have former, der ikke kan smedes; kan have tyndere sektioner; holdes til tættere dimensioner og have udskæringer, der ikke er mulige i smedeemner. Smedegods er dog tættere og stærkere end trykstøbegods, har egenskaber som smedelegeringer, kan produceres i jernholdige og andre metaller og i størrelser, der ikke egner sig til trykstøbegods.
Stempling
Sammenlignet med stansning kan en trykstøbning ofte erstatte flere dele. Trykstøbninger kræver ofte færre samleprocesser; kan holdes inden for tættere dimensionsgrænser; kan have næsten enhver ønsket variation i sektionstykkelse; involverer mindre spild i form af skrot; kan produceres i mere komplekse former og kan laves i former, der ikke kan produceres i stansede former. Stansning har på den anden side egenskaber som smedede metaller, kan fremstilles i stål og i legeringer, der ikke egner sig til trykstøbning, produceres i deres enklere former hurtigere og kan veje mindre end trykstøbninger.
Produkter til skruemaskiner
Sammenlignet med produkter fra skruemaskiner, Trykstøbninger produceres ofte hurtigere; involverer meget mindre spild i form af skrot; kan fremstilles i former, der er vanskelige eller umulige at fremstille af stang- eller rørmateriale, og kan kræve færre operationer. På den anden side kan skruemaskiner fremstilles af stål og legeringer, som ikke kan trykstøbes; de har samme egenskaber som smedede metaller, og de kræver færre udgifter til værktøj.
https://thediecasting.com/wp-content/uploads/2018/08/high-pressure-die-casting-part.jpg7681170Administratorhttp://thediecasting.com/wp-content/uploads/2020/06/cropped-Aluminum-die-casting.jpgAdministrator2018-10-13 22:41:192024-09-13 17:10:38Hvad er trykstøbning?
Forskellen mellem trykstøbning af aluminium og tyngdekraftsstøbning
Trykstøbning af aluminium er mere end bare en undskyldning for at lege med det smeltede metal, det er faktisk en fantastisk måde at skabe kunst og komplicerede maskiner eller andre ting, som ellers ville være næsten umulige at lave. Trykstøbning af aluminium er virkelig en god måde at spare penge på ... mens man leger med smeltet metal.
Grunden til, at Støbning af aluminium har overlevet tidens tand, er et spørgsmål om effektivitet. Nogle af de tidligste eksempler på støbning er fundet i Kina og går flere tusinde år tilbage. Faktisk praktiserede alle større civilisationer fra egypterne til romerne aluminiumsstøbning. Denne færdighed kom på mode igen i renæssancen og er fortsat med at udvikle sig derfra. Mens sandstøbning er den mest populære støbeproces, er der mange, mange flere processer til rådighed for baggårdsstøberierne.
Det er ikke alle, der skal støbe tunge emner som motordele eller støbe deres egne motorcykler. Så for dem, der bare vil lave pyntegenstande, vil du ikke bruge den samme støbeproces som disse kraftige hjul. For kunstnere, der laver små statuer eller udsmykninger, og for hobbyfolk, der har brug for et dekorativt touch til deres modelfly eller -båd, kan det være en god idé at overveje at bruge tyngdekraftsstøbning til deres behov.
Hvad er gravitationsstøbning?
Støbning ved hjælp af tyngdekraft synes at være særlig nyttig, når man har med aluminium og andre lette legeringer at gøre. Den grundlæggende idé bag denne støbeproces er stort set præcis, hvad navnet antyder. Metallet føres ind i formen ved hjælp af tyngdekraften. De fleste andre støbeprocesser bruger enten naturlige trykforskelle som i visse sandstøbningsprocedurer, eller de bruger tvangstryk som i centrifugalstøbning for at få det smeltede metal ind i formen.
En af de mest almindelige anvendelser af gravitationsstøbning er, når der skal bruges permanente støbeforme. Den permanente form, også kaldet en matrice, er egentlig kun økonomisk for dem, der planlægger at bruge den samme form mange gange og har brug for at holde kvaliteten på et konstant niveau. Mens nogle midlertidige forme kan bruges gentagne gange, vil kvaliteten af det færdige produkt begynde at lide over tid. Med støbeforme vil kvaliteten forblive den samme. Støbeforme skal ses som en investering. Ja, de vil være dyrere end andre forme, men de vil holde længere end billigere former. Med permanente forme skabes de ved hjælp af støbejern, stål og andre metaller.
Støbning ved hjælp af tyngdekraft bruges til den permanente støbeproces med behagelige resultater. Gravitationsstøbning bruges normalt, når det færdige produkt er mere visuelt end strukturelt baseret, og derfor er denne metode en favorit blandt kunstnere og endda nogle guldsmede. Tabet af styrke skyldes det manglende tryk, der bruges i denne proces. For dem, der har brug for styrke, men stadig ønsker at bruge tyngdekraftsstøbning, skal der bruges mere af det smeltede metal, hvilket øger vægten. gå til https://www.aludiecasting.com/ for at få mere at vide om gravitationsstøbning
Det kræver tålmodighed at stole på tyngdekraften, selv om det er nødvendigt for større produkter.
Hvis du har brug for gravitationsstøbning eller trykstøbning i aluminium, trykstøbning af magnesium eller zinkstøbning for din virksomhed. Du er velkommen til at sende os dit krav om tilbud, du behøver kun at sende os dit 3D-design og dit krav, så kan du læne dig tilbage, og vi vil gøre resten for dig, for at arbejde med os behøver du kun at tage sig af markedet på din side, og vi vil være din opbakning til at tage sig af leveringstid, forsendelse, kvalitet og teknisk.
http://thediecasting.com/wp-content/uploads/2020/06/cropped-Aluminum-die-casting.jpg00Administratorhttp://thediecasting.com/wp-content/uploads/2020/06/cropped-Aluminum-die-casting.jpgAdministrator2018-07-14 12:33:042019-04-16 12:33:05Hvad er gravitationsstøbning?
Find de rigtige kilder til trykstøbning af aluminium
Er du på udkig efter den høje kvalitet og ultimative tjenester til trykstøbning for din virksomhed? Nå, du skal hellere ansætte den rigtige tjenesteudbyder, der skal være erfaren inden for det samme domæne. Ja, det er meget nødvendigt at investere noget tid, der kan tilbyde resultater af meget høj kvalitet, og det er ved at betale det meget overkommelige beløb.
Før vi taler om, hvordan man finder den rigtige virksomhed, er det meget nødvendigt at vide mere om Trykstøbning. Dette er den vigtigste produktionsteknologi, som bruges af mange industrier, der leder efter alle mulige dele til at påbegynde arbejdet, og til det er det nødvendigt at gå med trykstøbning af aluminiumproces. Med hjælp fra TrykstøbningsformDet vil hjælpe med at forme kompleksiteten af metalstoffet nøjagtigt på samme måde, som du ønsker at have. Ja, det endelige produkt kan have stort set enhver størrelse afhængigt af, hvad designeren ønsker, og derfor er der slet ikke noget umuligt for de bedste og store tjenesteudbydere.
Når det gælder om at finde den rigtige serviceudbyder til Dele til støbning af aluminiumDet er bedre at investere tid på nettet og finde frem til den mest erfarne, pålidelige og venlige tjenesteudbyder, der kan opfylde de nøjagtige krav uden fejl. Du må også hellere finde ud af nogen, der let kan arbejde på alle tilpassede krav fra kunderne, såvel som de skal have stor goodwill på markedet. Du kan også undersøge deres tidligere projekter og kontrollere, hvor bedst de er i trykstøbningen, og hvordan de har hjulpet andre virksomheder med at opfylde deres krav. Ikke kun dette, du er endda nødt til at afsløre dem de komplette oplysninger om dine projektkrav og kontrollere, hvor godt de er i at tilbyde dig den korrekte vejledning samt hvilken pris de citerer dig. Du kan endda gøre dette med forskellige kilder og gå op med den bedste, der tilbyder gode tjenester til de bedste priser.
trykstøbning
Når du går til en professionel, betyder det, at de vil overveje mekaniske egenskaber, herunder trækstyrke, udbytte, slagstyrke, hårdhed og andre forskellige specifikationer på forhånd for at kunne tilbyde dig de bedste løsninger. Desuden hjælper de professionelle med at vælge det rigtige metal, hvilket de gør ved at tjekke metallets fysiske egenskaber. Ja, før du går i gang med trykstøbning af aluminiumer det meget vigtigt at vide mere om dets ledningsevne, eller hvordan det opfører sig under ekstrem stress eller varme. Professionelle bestemmer også sammensætningen af forskellige legeringer, tjekker, hvad der er de almindelige anvendelser for det primære element, de tjekker også en komplet liste over trykstøbte legeringer, tjekker de nødvendige egenskaber og alt for at tilbyde dig noget det bedste til at opfylde dine nøjagtige krav.
Hvorfor tjekker du ikke ud for at gå til den foreslåede kilde? Nå, det vil tilbyde dig de bedste tjenester ved at tilbyde dig støbning af metal på kortest mulig tid, vil gøre alt fra bunden, og den bedste del er, at alt vil blive gjort på en budgetvenlig måde.
Teknologien bliver bedre dag for dag, og det er os, der nyder godt af den. I dag kan vi få alle mulige ting, der gør vores arbejde bedst muligt og giver os fuld bekvemmelighed og fuldstændig ro i sindet.
Bortset fra andre, der taler om TrykstøbningDet er en fremstillingsproces, der kan producere geometrisk unikke og umulige metaldele med den bedste brug af genanvendelige forme, kaldet matricer. Trykstøbningsprocessen er meget vigtig, og professionelle sørger altid for at bruge alle de nødvendige ting, kaldet - ovn, metal, trykstøbemaskine, matrice og andre forskellige materialer. Metallet, der bruges her, er altid en ikke-jernholdig legering som zink og aluminium, og senere smeltes det i ovnen og sprøjtes derefter ind i formene i trykstøbemaskinen til fremstilling af meget komplekse metaldele.
Det er altid bedre at henvende sig til det rigtige firma til Dele til støbning af aluminium da de altid følger de bedste og mest autentiske procedurer for at producere noget af det bedste. De kan bruge forskellige typer trykstøbemaskiner, kaldet - varmekammermaskiner og koldkammermaskiner til en perfekt trykstøbningsløsning. Varmkammermaskiner bruges til de legeringer, der har lave smeltetemperaturer, som f.eks. zink. Og koldkammermaskiner bruges til de legeringer med høje smeltetemperaturer, som f.eks. aluminium. Begge maskiner fungerer på samme måde, og når de er færdige med det smeltede metal, sprøjter de det ind i formene, venter på, at det køler ned og størkner til den endelige del, kaldet støbningen.
Trykstøbning af aluminium Værktøjet, også kendt som matricer, er her kun til legering af stålet. Formene er færdige fra mindst to sektioner for at muliggøre eliminering af støbning. For at gøre det er der et særligt behov for den effektive tilgang til trykstøbning, og nogle går med de bærbare dias med visse sektioner, der kan gøres uden problemer for at opbygge den ideelle form, som kunderne kræver af trykstøbere. I proceduren går trykstøbningsværktøjet med den enkle produktion af hullerne gennem den forudbestemte matricehalvdel. Når vi har det smeltede metal, udleveres det derefter i hullet for at tørre i hulrummet, og dette er den bedste måde at få de specifikke dimensioner kontureret i belægningen. Matricer kan også være nødt til at låse stifter, som bruges til at holde to halvdele sammen og til at fjerne den støbte del. Find altid den bedste og mest pålidelige serviceudbyder til trykstøbning af aluminium samt hvem der nemt kan fremstille miniature- til store præcisionskomponenter ved hjælp af det brede udvalg afTrykstøbning af zink, aluminium og trykstøbning af magnesium legeringer.
Det er vigtigt at vide, at hver eneste legering har unikke fysiske egenskaber, der passer til din specifikke anvendelse. Det er dog yderst nødvendigt at finde de rigtige eksperter, der kan hjælpe dig med at opfylde dine krav ved at vælge det ideelle materiale til fremstilling af din præcisionskomponent. Hvis du er på udkig efter yderligere assistance og hjælp eller har brug for en tilpasset miniature, skal du bare kontakte den foreslåede kilde.
Trykstøbning af aluminium er en støbning af flydende smedemetode. Die casting-processen er en slags speciel højtryksstøbemaskine til at udføre processen. Dens grundlæggende teknologiske proces er: første metal- eller aluminiumlegeringsvæske i lav- eller højhastighedsstøbning, der fyldes i formhulrummet, dør med en bevægelig type hulrumsoverflade.
Det med den flydende aluminiumslegering køleproces tryk smedning blank, både eliminering af krympningsfejl, gør også den ru indre Trykstøbning af aluminium organisation til at smede den ødelagte krystal. Grove, omfattende mekaniske egenskaber forbedres betydeligt.
A380 trykstøbning i aluminium
Fordele ved trykstøbning af aluminium Metaller og forholdsregler i forbindelse med trykstøbning af aluminium. Forskellige typer aluminiumslegeringer kan bruges i trykstøbning og aluminiumsforme, typer af metoder bruges til aluminiumsstøbeforme, zinkstøbning, aluminiumsstøbning og mange flere
Type af støbeproces
Støbning er en proces, hvor man gør aluminium egnet til fremstilling af forskellige typer produkter. Det er en enkel og billig måde at fremstille en bred vifte af aluminiumsprodukter på. Nogle af eksemplerne er Washington-monumentet, bilmotorer og kraftoverførsler, som alle blev produceret gennem Legeringer til støbning af aluminium proces. Støbning af aluminium kan ske på 3 måder:.
Trykstøbning af aluminium
Støbning af form
Sandstøbning
DIE CASTING
Trykstøbning er en fremstillingsproces til produktion af metaldele. Ved trykstøbning skabes der hulrum i matricen eller formen med hærdet værktøjsstål, som tidligere er blevet bearbejdet til en bestemt form. Ved trykstøbning smeltes aluminium først og hældes derefter i en stålform under højt tryk. Denne fremstillingsteknik bruges normalt til højvolumenproduktion, og processen kaldes normalt trykstøbning under højt tryk eller trykstøbningsproces
STØBNING AF FORM
Når det gælder formstøbning, kan formen og kernen være af enten stål eller andet metal. Også her smeltes aluminium først og hældes i den medfølgende form. Nogle gange anvendes der også vakuum. I nogle situationer synes permanent formstøbning at være stærkere end både trykstøbning og sandstøbning. Semi-permanente formstøbningsteknikker bruges, når permanente kerner er umulige at fjerne fra den færdige del.
Sandstøbning er den mest alsidige metode til fremstilling af aluminiumsprodukter. Normalt hældes det smeltede aluminium i en form, som nærmest presses ned i en fin sandblanding. Mønsteret vil være lidt større end det, der er nødvendigt for aluminiumskrympningen under størkning og afkøling.. Sandstøbning er normalt en langsommere proces end både trykstøbning og formstøbning. Normalt bruges den til produkter i små mængder.
Støbelegeringer af aluminium
Den vigtigste rollebesætning System til støbning af aluminiumslegeringer er Al-Si. Her bidrager høje niveauer af silicium til at give gode støbeegenskaber. Legeringer til støbning af aluminium bruges i vid udstrækning i tekniske strukturer og komponenter, hvor der kræves letvægt eller korrosionsbestandighed.
Metoder og fordele ved Atrykstøbning af aluminium
Metaller og forholdsregler i forbindelse med trykstøbning af aluminium Forskellige typer aluminium kan bruges til trykstøbning, producent af aluminiumstøbning og aluminiumstøbning bruges til at dække forskellige typer metaller ved hjælp af forskellige typer metoder.
Der er mange metoder, der bruges til aluminiumsstøbning, og der opnås forskellige typer fordele. Ved hjælp af aluminiumsstøbning og aluminiumsstøbning er det muligt at øge metallernes levetid, og disse kan bruges i en lang periode med et fantastisk udseende og charme af metal.
Metoder
Forskellige typer af metoder bruges til trykstøbning af aluminium. Det vigtigste er at smelte aluminium. Der er brug for høj temperatur for at smelte aluminium. Der bruges særlige strukturer til smeltning af aluminium. Når aluminiumsstøbningen er smeltet, hældes den på målmetallerne. Derefter får den smeltede aluminiumsstøbning lov til at blive hård, og den er klar til at blive brugt efter en vis tidsperiode.
Der findes særlige beholdere, som er lavet til at blive brugt til smeltning af aluminium. Disse strukturer fås på markedet i forskellige former og størrelser. Du kan også lave disse strukturer derhjemme ved at bruge de ønskede ingredienser. Du har mange muligheder for at lave disse strukturer. Hvis du vil købe denne struktur fra markedet, skal du vælge størrelse og form. Der er mange muligheder med hensyn til størrelser og former, og producenterne opkræver forskellige typer priser.
Arbejdet med disse strukturer er også forskelligt, da nogle bruger brændstoffer, og andre bruger manuel indsats for at få varme for at sikre, at aluminiumstøbning kan opvarmes og smeltes effektivt. Der opnås høje temperaturer i disse strukturer, og derefter smeltes aluminiumsstøbning og bruges derefter på målmetallerne til støbeprocessen.
trykstøbning af aluminium
Fordele ved trykstøbning af aluminium
Der er mange typer fordele ved trykstøbning af aluminium. Hovedsageligt udføres denne type støbning for at sikre, at metallet kan forblive sikkert mod korrosion. Atmosfæreforhold og fugt er dårligt for jern, og støbning kan hjælpe med at beskytte jern og øge dets levetid. trykstøbning af aluminiumer i stand til at modstå fugt og andre skadelige miljøpåvirkninger, hvilket gør, at det kan bruges på metaller ved støbning.
Beskyttelsesskjoldet er lavet af jern for at sikre, at det kan bruges i lang tid. virksomheder inden for trykstøbning af aluminium kan støbes på jern og lave en beskyttende plade. Denne beskyttelse er i form af et skinnende lag, som opnås ved hjælp af høje temperaturer. Dette lag er permanent og ser godt ud, samtidig med at det øger metallets styrke og levetid. For det meste støbes jern ved hjælp af aluminium. Det er en billig proces, og brugeren kan få fordele, da jernets levetid øges.
Konklusion
støbeform af aluminium kan bruges til støbning af jern og andre metaller. Der findes mange metoder til denne proces. Ved hjælp af en pålidelig metode kan brugeren få fordele, da metallet reddes fra korrosion og andre skadelige virkninger af miljøet. Der dannes et beskyttende lag som følge af støbningen, og dette lag er af aluminium. Ved hjælp af dette lag kan metallet bruges i en lang periode.
Type af trykstøbt aluminium
Metaller og forholdsregler i forbindelse med trykstøbning af aluminium
Metaller og forholdsregler i forbindelse med trykstøbning af aluminium Forskellige typer aluminium kan bruges til trykstøbning, Producent af trykstøbning af aluminium & aluminiumsstøbning Forskellige typer metaller kan beskyttes ved hjælp af aluminiumsstøbning og aluminiumsstøbning. Der er forskellige typer pleje og forholdsregler, der skal bruges for at sikre, at brugeren kan få fordele, mens han bruger støbeprocessen.
Afstøbningen af støbeforme af aluminium gøres hovedsageligt for at sikre, at metallerne kan få et godt udseende, og at de kan forblive sikre mod skadelige virkninger fra miljøet. Problemer som korrosion af jern og andre negative virkninger af miljøet modstås effektivt ved hjælp af aluminiumstøbning og trykstøbning af aluminium.
Støbeforme af aluminium
Et beskyttende lag af støbeforme af aluminium opnås som et resultat af aluminiumsstøbning og trykstøbning af aluminium. Dette lag er lavet af metaller for at sikre, at disse kan forblive sikre mod problemer. For at fremstille et sådant lag er det vigtigt at smelte støbeforme af aluminium. Sådanne metaller kan støbes ved hjælp af aluminium, som har flere smeltepunkter sammenlignet med aluminium.
Dette er vigtigt, da aluminiumsstøbning skal bruges i smeltet form, og hvis de anvendte metaller har et lavt smeltepunkt, vil disse blive smeltet og kan ikke støbes. De metaller, der har flere smeltepunkter sammenlignet med støbeforme af aluminium, kan støbes effektivt. På denne måde kan et beskyttende lag af støbeforme af aluminium er lavet på metaller, hvilket giver dem mere levetid og sikkerhed mod korrosion og andre skadelige virkninger af miljøet.
Typen af aluminiumsstøbemateriale
Der er mange typer aluminiumsstøbningslegeringsmaterialer, der bruges til at producere aluminiumsstøbningsprodukter, og hvert land har sit eget navn, nedenfor vil vi liste nogle aluminiumsstøbningslegeringer, der for det meste bruges globalt.
A380-aluminiumslegering: Denne aluminiumslegering er den mest anvendte legering til trykstøbning af aluminium. Den har fremragende støbeegenskaber, giver god styrke og hårdhed ved høje temperaturer og er relativt billig.
Analyse af metaltyper
Nominel værdi
Enhed
Analyse af typer
Aluminium (balance)
80,3 til 83,3
%
Kobber
3.00 til 4.00
%
Jern
1.30
%
Magnesium
0.100
%
Mangan
0.500
%
Nikkel
0.500
%
Andre elementer
0.500
%
Silicium
7.50 til 9.50
%
Blik
0.350
%
Zink
3.00
%
A383 aluminiumslegering: I lighed med A380 har A383 forbedrede termiske egenskaber og er mere modstandsdygtig over for varmerelateret vridning. Det bruges til dele, der kræver højere niveauer af varmebestandighed og termisk stabilitet.
Analyse af metaltyper
Nominel værdi
Enhed
Analyse af typer
Kulstof
< 0.0250
%
Krom
27.0
%
Kobber
1.00
%
Mangan
1.00
%
Molybdæn
3.50
%
Nikkel
31.0
%
Fosfor
< 0.0250
%
Silicium
0.800
%
Svovl
< 0.0200
%
A360 aluminiumslegering: Denne aluminiumslegering ligner A380, men indeholder mere silicium. Den giver bedre flydeevne, hvilket gør den til et godt valg til komplekse dele, der kræver tynde vægge eller indviklede designs.
Analyse af metaltyper
Nominel værdi
Enhed
Analyse af typer
Aluminium (balance)
86,0 til 87,2
%
Kobber
< 0.600
%
Jern
< 1.30
%
Magnesium
0,400 til 0,600
%
Mangan
< 0.350
%
Nikkel
< 0.500
%
Silicium
9,00 til 10,0
%
Blik
< 0.150
%
Zink
< 0.500
%
ADC10 og ADC12 i aluminiumslegering: Dette er to japanske aluminiumsstøbelegeringer, der svarer til henholdsvis A380 og A383. De har fremragende støbeegenskaber, høj styrke og god korrosionsbestandighed.
Analyse af metaltyper
Nominel værdi
Enhed
Analyse af typer
Aluminium (balance)
80,3 til 83,3
%
Kobber
3.00 til 4.00
%
Jern
1.30
%
Magnesium
0.100
%
Mangan
0.500
%
Nikkel
0.500
%
Andre elementer
0.500
%
Silicium
7.50 til 9.50
%
Blik
0.350
%
Zink
3.00
%
A365-aluminiumslegering: A365-aluminiumlegeringen er kendt for sit høje styrke/vægt-forhold, gode korrosionsbestandighed og gode bearbejdelighed. Den bruges ofte til fremstilling af rumfarts- og flykomponenter, f.eks. landingsstel og konstruktionsdele, samt til bilindustrien og industrielle anvendelser.
Analyse af metaltyper
Nominel værdi
Enhed
Analyse af typer
Kulstof
0,150 til 0,200
%
Krom
10,0 til 11,5
%
Mangan
0,500 til 0,800
%
Molybdæn
0,800 til 1,10
%
Nikkel
0,300 til 0,600
%
Niobium
0,350 til 0,550
%
Kvælstof
0,0400 til 0,0800
%
Fosfor
< 0.0200
%
Silicium
0,200 til 0,600
%
Svovl
< 0.0150
%
Vanadium
0,150 til 0,250
%
Hvert af disse materialer har unikke egenskaber og fordele. Når man vælger et materiale til trykstøbning, er det vigtigt at overveje de specifikke behov og krav til anvendelsen for at vælge det mest hensigtsmæssige materiale.
Forholdsregler ved støbning
Når du bruger en støbeproces, skal du sørge for at have alle de nødvendige værktøjer og genstande. Du skal beskytte din krop mod den ekstra varme, der opstår i støbeprocessen. Smeltet aluminium skal håndteres med forsigtighed, da det kan falde ned og føre til hærdning og ulykker. Du skal hælde det smeltede aluminium på målmetallerne og give det tilstrækkelig tid til at hærde.
Du skal have værktøj, som kan bruges til at håndtere smeltet aluminium. Værktøjet skal være hårdt nok til at kunne tåle de høje temperaturer i smeltet aluminium. Du skal have specielt tøj, som dækker din krop, så du er beskyttet mod varmen. Med lidt omtanke kan du bruge støbeprocessen til at give dine metaller et nyt liv. Levetiden for forskellige typer metaller kan øges ved hjælp af støbning af aluminium.
Afstøbningen af støbeforme af aluminium bruges på forskellige typer metaller for at øge deres levetid. Aluminium er i stand til at lave en tynd plade, som giver beskyttelse til metaller. Dette lag opnås ved at smelte støbeforme af aluminium og hælder derefter de smeltede aluminiumsstøbeforme på overfladen af målmetallerne. Forskellige typer metaller støbes rutinemæssigt ved hjælp af støbning af aluminium. Du skal have de værktøjer og genstande, der skal bruges til at fuldføre støbeprocessen.
Med lidt omhu kan du få de ønskede resultater i form af støbte genstande og metaller, som vil give dig fordele på lang sigt. Du skal forstå støbeprocessen og lære den, før du prøver den. Når du har viden og udstyr til at gennemføre støbeprocessen, kan du prøve det derhjemme.
Velkommen til CNM TECH, vi er Trykstøbning Kina firma, tilbyder brugerdefinerede trykstøbningsprodukter til verdener, send mig din RFQ nu.
https://thediecasting.com/wp-content/uploads/2018/04/Aluminum-die-casting.jpg600800Administratorhttp://thediecasting.com/wp-content/uploads/2020/06/cropped-Aluminum-die-casting.jpgAdministrator2017-03-22 15:59:312024-09-08 12:11:14Trykstøbning af aluminium