

Odlévání a tlakové lití jsou dva důležité výrobní procesy, které jsou nezbytné pro výrobu kovových součástí s požadovanou přesností, trvanlivostí a účinností. Odlévání spočívá v tom, že se roztavený materiál vloží do formy a nechá se vychladnout a ztuhnout. Některé typy odlévání jsou odlévání do písku, investiční odlévání a odlévání do trvalých forem. Tlakové lití je však speciální způsob odlévání, který využívá vysokého tlaku ke vstřikování roztaveného kovu do dutiny formy s vysokou přesností a dobrou povrchovou úpravou. Pro aplikace v automobilovém, leteckém a kosmickém průmyslu, elektronice a příbuzných odvětvích, kde jsou zapotřebí lehké, pevné a korozivzdorné díly, se tlakové lití hojně využívá. Tlakové lití různých variant bylo v průběhu času vyvinuto tak, aby vyhovovalo různým potřebám průmyslových odvětví. Gravitační tlakové lití (GDC) závisí na gravitaci při plnění formy a nízkotlaké tlakové lití (LPDC) eliminuje turbulence, aby se dosáhlo vyšší kvality integrity materiálu. Extrémní tlak vyvíjený při tlakovém lití vytváří díly s vysokou pevností a bez pórů a při vakuovém tlakovém lití se eliminuje zachycený vzduch, aby se získala součást bez vad. Kromě toho se polotuhého tlakového lití (Rheocasting) dosahuje použitím částečně ztuhlého kovu, čímž se zlepšují mechanické vlastnosti a přesnost. obecný termín lití ve výrobě se používá pro formu tvarování kovu jeho naplněním do formy a necháváním ztuhnout. Tato metoda se běžně používá při lití do písku, investičním lití a lití do trvalých forem. Matrice při tlakovém lití je kovová forma používaná při vysokotlakém lití, zatímco zápustka při tlakovém lití znamená kovovou formu připevněnou k čelní ploše zápustky. Obvykle se vyrábějí zápustky z kalené oceli určené pro hromadnou výrobu.
Tento článek se bude zabývat pojmy odlévání a lití pod tlakem, rozdíly mezi těmito dvěma pojmy a také typy každého z nich, možnými aplikacemi výše uvedených, jakož i výhodami a nevýhodami spojenými s tímto procesem odlévání.
1. Co je casting?

Odlévání je průmyslový proces, při kterém se tekutý materiál vtlačuje do formy, kde tuhne. Kapalinou může být v podstatě jakýkoli kov, plast nebo jiný tavitelný materiál. Po ztuhnutí získá materiál tvar odpovídající dutině formy. Za posledních několik tisíc let se pomocí této techniky vytvářely nástroje, zbraně a složité sochy.
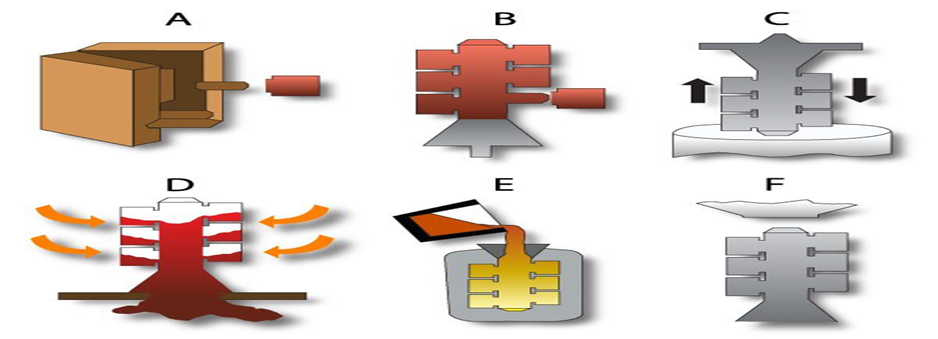
Proces odlévání
Několik z těchto kroků hraje zásadní roli v povaze procesu odlévání kovových nebo plastových součástí.
- 1. Model konečného výrobku je vyroben ze dřeva, plastu nebo kovu. Na základě tohoto vzoru se určí tvar a rozměry dutiny formy.
- 2. Při přípravě formy je dutina formy navržena podle vzoru. Způsob odlévání určí, zda bude vyrobena z písku, kovu nebo keramiky. Vhodně se zakomponují odvzdušňovací a uzavírací systémy umožňující plynulé proudění roztaveného materiálu.
- 3. Jedná se o tavení suroviny, obvykle kovu nebo plastu, při vysoké teplotě v peci. Teplota specifická pro daný typ použitého materiálu se liší.
- 4. Roztavený materiál se opatrně nalije do dutiny formy ve správném množství, aby nedošlo k vadám, protože nalévání je rovnoměrné. Přitom lze použít ruční nalévání nebo automatické nalévací systémy.
- 5. Tuhnutí - materiál se ochladí a ztuhne uvnitř formy, čímž se vytvoří tvar dutiny. Je známo, že právě rychlost chladnutí ovlivňuje konečné vlastnosti odlévaného výrobku.
- 6. Po ztuhnutí se odlitek vyjme z formy, odřízne se přebytečný materiál, jako jsou brány, vtoky nebo otřepy, a poté se sestava odstraní a dokončí. Později mohou být podrobeny dalším dokončovacím procesům, jako je broušení, leštění nebo tepelné zpracování, aby se dosáhlo zlepšení vzhledu a mechanických vlastností konečného výrobku.
Díky tomuto strukturovanému přístupu se odlévání provádí spolehlivěji a kvalitněji.
2. Co je tlakové lití?
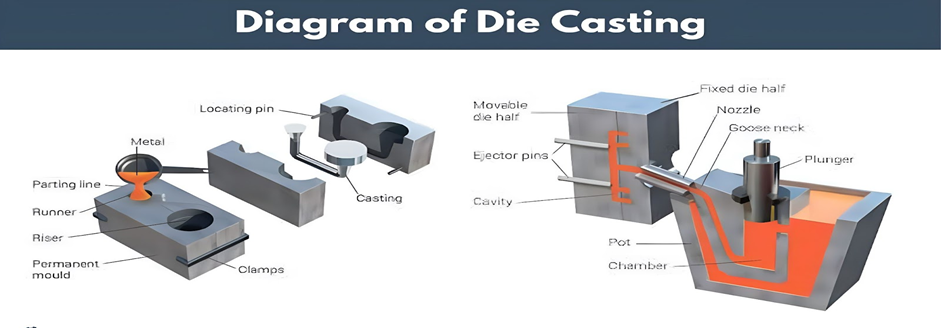
Odlitek znamená formu, odtud pochází název procesu tlakového lití, při němž se roztavený kov pod vysokým tlakem vtlačuje do dutiny formy. Je nejvhodnější pro výrobu velkoobjemových, složitých a rozměrově přesných dílů.
Proces tlakového lití
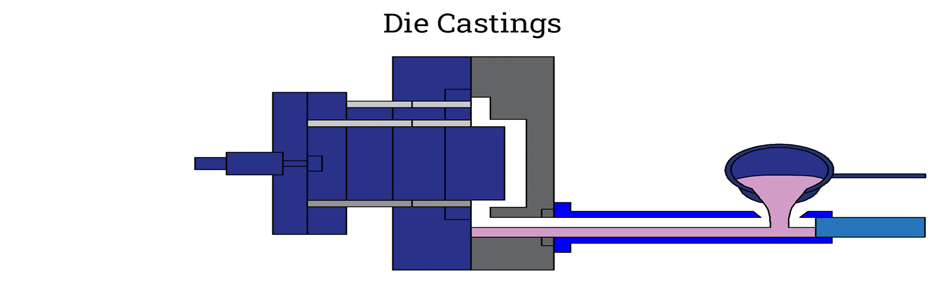
Tlakové lití je výrobní proces, při kterém se kovové součásti formují do tvaru dutiny zápustky pod vysokým tlakem, přičemž je nutná vysoká přesnost a přesnost rozměrů a povrchová úprava. Na to navazují níže uvedené kroky:
- 1. Vstřikování roztaveného kovu - Vysokým tlakem v rozmezí 1 500 až 25 000 psi se vstřikuje roztavený kov (např. hliník, zinek nebo hořčík) do ocelové formy (matrice), která vybraný kov roztaví v peci. Tím se roztaveným kovem vyplní každý detail formy.
- 2. Forma nebo zápustka - roztavený kov se v zápustce skutečně ochladí a ztuhne, čímž vznikne pevný a přesný díl. Mechanické vlastnosti konečného výrobku závisí na rychlosti chlazení.
- 3. Vyhazovač a trimr - Po ztuhnutí je odlitek vyhozen z formy pomocí vyhazovacích kolíků. Přebytečný materiál včetně otřepů, vtoků a hradítek se ořízne do požadovaného tvaru.
- 4. Povrchová úprava - v závislosti na použití může být nutné odlitek dále upravit Broušení, leštění, lakování, eloxování nebo práškové lakování pro zvýšení vzhledu, trvanlivosti a odolnosti proti korozi.
Výsledkem tohoto procesu jsou složité díly s vysokou pevností, nízkou hmotností a malým množstvím dodatečného zpracování. Mezi nejběžnější materiály, na které se tlakové lití používá, patří neželezné kovy, jako je hliník, zinek a hořčík.
Typy procesů odlévání
Existují různé typy odlitků v závislosti na typu použité metody.
1 Odlévání do písku

- Jedná se o jednu z nejuniverzálnějších a nejekonomičtějších metod odlévání pomocí pískových forem.
- Běžně se používá v automobilovém, leteckém a uměleckém průmyslu.
2 Investiční odlévání
- Tento způsob, známý také jako lití do ztraceného vosku, umožňuje vyrábět velmi detailní a složité díly.
- Pro použití jako šperky, lékařské implantáty a letecké součástky.
3 Odstředivé lití
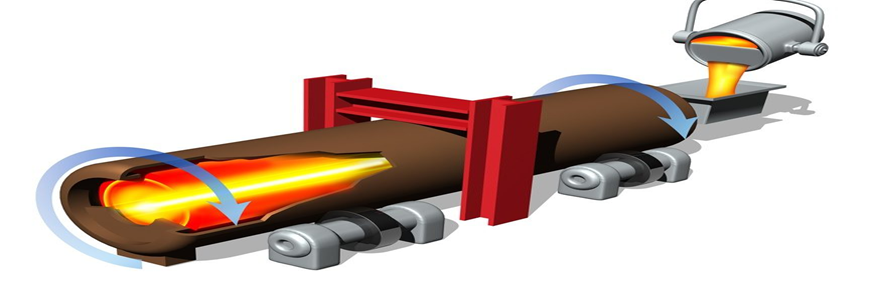
- Jedná se o otáčení formy za účelem důkladné integrace roztaveného kovu.
- Běžně se používá k výrobě trubek, válců a kroužků.
4 Odlévání do trvalých forem
- Snižuje množství odpadu a omezuje používání forem díky opětovnému použití.
- Je ideální pro opakovanou výrobu vysoce kvalitních kovových dílů.
Typy tlakového lití
Existují především dva způsoby odlévání:
1. Tlakové lití za tepla
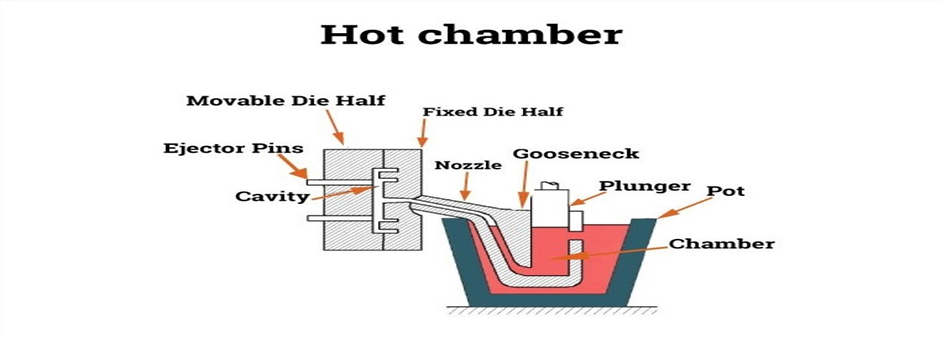
- Používá se pro kovy s nízkou teplotou tání, jako je zinek a hořčík.
- Rychlejší proces s vyšší rychlostí výroby.
2. Tlakové lití za studena

- Používá se pro kovy s vysokou teplotou tání, jako je hliník a mosaz.
- Zpomaluje tavení a vstřikování a je vhodný pro odolné díly.
5. Rozdíly mezi litím a tlakovým litím
| Funkce | Casting | Tlakové lití |
| proces | Forma Kov do ní nalitý | Roztavený kov se vstřikuje pod vysokým tlakem. |
| Materiály | Různé kovy a plasty | Většinou neželezné kovy, jako je hliník a zinek. |
| Přesnost | Mírná | Vysoká přesnost |
| náklady | Nízké počáteční náklady | Vysoké počáteční náklady na nástroje |
| Aplikace | Velké a jednoduché díly | Malé, složité, velkoobjemové díly |
Aplikace odlévání a tlakového lití

Odlévání a tlakové lití mají svým způsobem obrovskou úlohu v různých průmyslových odvětvích a jsou nákladově efektivní, protože usnadňují výrobu složitých kovových součástí s vynikající přesností.
- V automobilovém průmyslu vyrábí bloky motorů, skříně převodovek, náboje kol, brzdové díly a díly zavěšení. Co se týče lehkých hliníkových dílů, je tlakové lití pro tento účel obzvláště oblíbené, protože splňuje vyšší úroveň palivové účinnosti.
- Letectví a kosmonautika: Letecké komponenty, jako jsou lopatky turbín, konstrukční součásti draku letadla, kryty a součásti podvozku, jsou odlévány tak, aby byly odolné a pevné a zároveň lehké.
- V elektronice je odlévání a tlakové lití nezbytné, protože pro odvádění tepla a zajištění bezpečnosti křehkých elektronických obvodů jsou zapotřebí skříně a komponenty pro tlakové lití, jako jsou chladiče, konektory a stínicí zařízení.
- Stavebnictví - Trubky, tvarovky, konzoly, ventily a zábradlí pro stavbu budov, mostů atd., které zajišťují stabilitu konstrukce a dlouhou životnost.
- Zdravotnické vybavení - Přesné odlévané součásti nacházejí široké uplatnění v lékařství pro chirurgické nástroje, pouzdra zobrazovacích zařízení, ortopedické implantáty atd.
- Průmyslové stroje - Odlitky jsou potřebné k zajištění pevnosti a odolnosti proti opotřebení převodovek, čerpadel a dalších strojních součástí pro těžké podmínky.
Použití odlévání a tlakového lití je velmi široké, a proto jsou nepostradatelnými součástmi moderních výrobních odvětví.
Varianty tlakového lití
Jedním z nejoblíbenějších výrobních procesů je tlakové lití, při němž se roztavený kov dostává do formy a vyrábí se z něj komponenty se složitými a předepsanými vlastnostmi. V průběhu času byly vyvinuty různé varianty tlakového lití, které odpovídají materiálům, výrobním požadavkům i standardům kvality. Každá metoda má své výhody a bude více či méně vhodná pro různé druhy aplikací. Níže jsou uvedeny hlavní varianty tlakového lití s příslušnými postupy a výhodami.
Gravitační tlakové lití (GDC)
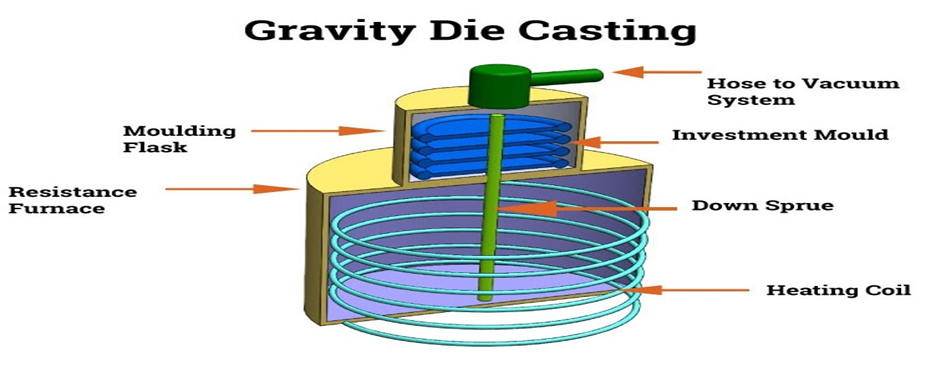
Přehled
Gravitační tlakové lití (GDC) spočívá v lití roztaveného kovu do formy bez použití vysokého tlaku. Gravitace spíše pomáhá vést kov k vyplnění dutiny a uspořádat se, jako by sama od sebe. Tento proces je výhodný pro slitiny s nižšími body tání a běžně se používá, pokud je požadován více kontrolovaný proces tuhnutí.
Klíčové charakteristiky
- Je efektivnější než odlévání do písku, protože používá opakovaně použitelné formy.
- Je pomalejší než tlakové lití, ale díl je pevnější díky hustšímu módu.
- Omezeno na specifické slitiny, jako je hliník a hořčík.
Běžné aplikace
- Automobilové součásti (hlavy válců, díly motoru).
- Potrubní tvarovky a tělesa ventilů.
- Průmyslové stroje a konstrukční díly.
Nízkotlaké tlakové lití (LPDC)

Přehled
Nízkotlaké tlakové lití (LPDC) je lití, při kterém je roztavený kov tlačen do formy pod nízkým tlakem v rozmezí 0,1 až 1 MPa. Při tomto řízeném plnění se minimalizuje turbulence a tok je plynulejší, čímž se tyto vady, jako jsou vzduchové kapsy a inkluze, omezují na minimum.
Klíčové charakteristiky
- Lepší integrita materiálu díky menší turbulenci.
- Varianta je vhodná pro velké a složité díly, které vyžadují vysokou konstrukční pevnost.
- V případě hromadné výroby je spolehlivá (stálá kvalita).
Běžné aplikace
- Hliníková kola pro automobily.
- Konstrukční části letadel.
- Tepelně odolné součásti průmyslových strojů.
Lisování pod tlakem

Přehled
Při procesu odlévání Squeezedie je na roztavený kov uvnitř dutiny formy vyvíjen vysoký tlak. Protože působící síla dosahuje více než 20 000 psi (liber na čtvereční palec), kov vyplní i ty nejjemnější detaily formy a odstraní pórovitost.
Klíčové charakteristiky
- Vytváří extrémně husté a pevné díly.
- Snižuje pórovitost a zajišťuje lepší mechanické vlastnosti.
- Použitelné pro vysokopevnostní aplikace, kde je důležitá trvanlivost.
Běžné aplikace
- Součásti zavěšení pro automobily.
- Vysoce výkonné letecké díly.
- Těžké průmyslové nářadí a zařízení.
Vakuové tlakové lití

Přehled
Vakuové lití využívá svou konstrukci k odvádění zachyceného vzduchu a plynů z dutiny formy před a během procesu lití. Tato metoda je realizována vytvořením vakua a dosahuje výrazného snížení pórovitosti, která je běžnou vadou při standardním tlakovém lití. Výsledkem je přesnější, pevnější a bezchybný odlitek.
Klíčové charakteristiky
- Zlepšuje mechanické vlastnosti konečného výrobku.
- Minimalizuje zachycení vzduchu, takže je vhodný pro předstěnové a vysoce přesné díly.
- Zlepšuje celkovou kvalitu odlitků a snižuje nároky na následné zpracování.
Běžné aplikace
- Svařování konstrukčních dílů automobilů za účelem dosažení odolnosti proti odlehčení.
- Součásti zdravotnického vybavení s vysokou přesností.
- Integrita leteckých dílů.
Polotuhé tlakové lití (Rheocasting)

Přehled
Reocasting neboli polotuhé tlakové lití používá spíše částečně ztuhlý než plně tekutý kov. Tím se kov udržuje v polotekutém nebo kašovitém stavu, díky čemuž hladce proudí do formy a snižuje se turbulence a pórovitost.
Klíčové charakteristiky
- Vyrábí součásti s vynikajícími mechanickými vlastnostmi.
- Snižuje vady smršťování a pórovitost.
- Ideální pro složité, vysoce přesné díly.
Běžné aplikace
- Veškeré automobilové díly, které vyžadují vysokou pevnost a nízkou hmotnost.
- Elektronická pouzdra s jemnými detaily.
- Pro průmyslové stroje s komponenty, které musí odolávat opotřebení.
Běžné kovy používané při tlakovém lití
Výrobní proces, při kterém se roztavený kov vstřikuje do formy pod vysokým tlakem, je tlakové lití. Kov zvolený při tomto procesu má také zásadní význam pro pevnost, trvanlivost a použití konečného výrobku. K takovému odlévání lze použít různé kovy, ale nejčastěji se používají neželezné kovy (nebo kovy neobsahující železo), protože mají nižší teplotu tání a jsou lépe odlévatelné.
Níže jsou uvedeny nejpoužívanější kovy pro tlakové lití s jejich vlastnostmi a použitím.
1. Hliník

Mezi kovy používanými v tlakové lití, nejpoužívanější je však hliník, který má ideální kombinaci dobré pevnosti, nízké hmotnosti a odolnosti proti korozi. Díky relativně nízké hustotě je vhodným kandidátem pro použití v průmyslových odvětvích, kde je zapotřebí součástek s nízkou hustotou a vysokou pevností.
Výhody hliníku při tlakovém lití
- Je lehký a pevný, protože se používá v automobilovém a leteckém průmyslu ke snížení hmotnosti.
- Odolnost proti korozi - Vhodné pro venkovní a námořní použití.
- Dobrá tepelná a elektrická vodivost - používá se v elektronických pouzdrech a chladičích.
Běžné aplikace hliníkových tlakových odlitků
- Bloky motorů, skříně převodovek, kola atd. (automobilové díly).
- Letecké komponenty (rámy letadel, konzoly).
- Spotřební elektronika (těla chytrých telefonů, obaly notebooků).
Hliník se obvykle odlévá tlakovým litím za studena, protože má vysoký bod tání.
2. Zinek

Dalším oblíbeným kovem pro tlakové lití je zinek, který je známý pro svou vysokou přesnost, pevnost a snadné lití. Zinek má však ve srovnání s hliníkem nižší teplotu tání, díky čemuž je vhodný pro tlakové lití v horké komoře a umožňuje rychlejší výrobní cykly.
Výhody zinku při tlakovém lití
- Vysoká pevnost a odolnost - ideální pro mechanické součásti.
- Nízký bod tání - umožňuje rychlejší výrobu a delší životnost formy.
- Dobrá povrchová úprava - snižuje potřebu rozsáhlého následného zpracování.
Běžné aplikace zinkových tlakových odlitků
- Drobné mechanické součásti (ozubená kola, spojovací prvky, závěsy).
- Elektrické a elektronické konektory.
- Zahrnuje další komponenty, jako jsou automobilové díly (držáky, kliky, zámky dveří).
Zinek je navíc levnější než hliník, a proto je při výrobě malých dílů preferovaným materiálem.
3. Hořčík
Hořčík jako konstrukční kov pro tlakové lití je nejlehčí kov, který se používá, a poskytuje výjimečný poměr pevnosti a hmotnosti. Ve srovnání s hliníkem váží přibližně 30% méně, což z něj činí dobrou volbu pro aplikace, které vyžadují snížení hmotnosti.
Výhody hořčíku při tlakovém lití
- Extrémně nízká hmotnost - ideální pro použití v leteckém a automobilovém průmyslu.
- Dobrá pevnost a odolnost proti nárazu - odolává mechanickému namáhání.
- Je velmi snadno opracovatelný (obrobitelný) než ostatní kovy.
Běžné aplikace hořčíkových tlakových odlitků
- Používá se v automobilovém průmyslu (volanty, rámy přístrojových desek).
- Letecký průmysl (drony a součásti letadel).
- Spotřební elektronika (notebooky a fotoaparáty).
Přestože je prášková forma hořčíku poměrně vysoce hořlavá, jsou tlakově lité díly dostatečně stabilní a bezpečné pro průmyslové použití.
4. Měď a slitiny mědi (mosaz a bronz)

Má vysokou tepelnou a elektrickou vodivost a měď a její slitiny (mosaz, bronz) se díky tomu používají pro elektroinstalační a instalatérské aplikace. Mají sice vyšší cenu a jsou těžší než zinek i hliník, ale mají vyšší odolnost proti korozi a opotřebení.
Výhody mědi a jejích slitin při tlakovém lití
- Vynikající elektrická vodivost - používá se v elektronických a elektrických součástkách.
- Je odolný proti korozi a vhodný pro instalatérské a námořní aplikace.
- Vynikající odolnost proti opotřebení - zajišťuje delší životnost dílů.
Běžné aplikace tlakových odlitků z mědi a měděných slitin
- Elektrické konektory a svorky.
- Instalatérské armatury a ventily.
- Součásti průmyslových strojů.
Přestože se měď v tlakovém lití obvykle nepoužívá v takové míře jako hliník nebo zinek, je v těchto specializovaných aplikacích, kde je zapotřebí vysoká odolnost a vodivost, stále klíčová.
5. Také olovo a cín (dnes ne příliš běžné)

Pro specializované aplikace bylo kdysi rozšířeno tlakové lití olova a cínu díky jejich nízkým bodům tání a vynikající odolnosti proti korozi. Jejich používání však v posledních letech ze zdravotních a ekologických důvodů výrazně pokleslo.
Výhody olova a cínu při tlakovém lití (historicky)
- Odolnost proti korozi je dobrá - používá se v instalatérských a bateriových komponentech.
- Měkké a poddajné - vhodné pro aplikace s nízkým namáháním.
- Mají vysokou hustotu, a proto se používají při stínění záření a zvukové izolaci.
Běžné aplikace olověných a cínových tlakových odlitků (nyní omezené)
- Svorky baterie.
- Ložiska a díly pro měkké pájení.
- Stínicí prvky v radiační ochraně.
Vzhledem k tomu, že se stále zvyšují předpisy na ochranu životního prostředí, je nutné, aby výrobci hledali bezpečnější materiály, jako je hliník, zinek a hořčík.
Výhody a nevýhody
Výhody odlévání
- Nízká výrobní cena - Odlévání je nákladově efektivní způsob výroby, zejména pro malé výrobní série, protože ve srovnání s jinými výrobními postupy je zapotřebí jen málo nástrojů (nástrojů a zápustek).
- Lze vytvářet velké nebo složité tvary - Odléváním lze vytvářet tvary, které jsou obtížně zpracovatelné na soustruhu nebo při obrábění, nebo jsou pro ně příliš velké.
- Odlévá širokou škálu materiálů - železo, ocel, hliníkový bronz atd.
- Efektivní využití materiálu - Při lití nedochází k plýtvání materiálem, protože roztavený kov se nalévá přímo do forem a nedochází k velkým ztrátám přebytečného materiálu.
- Vhodná hromadná výroba - Po vytvoření formy lze relativně snadno vyrábět mnoho stejných dílů.
Nevýhody odlévání
- Méně přesné než tlakové lití. Tradiční metody odlévání mají tendenci vytvářet povrchové nedokonalosti a rozměrové odchylky, které se musí ještě opracovat.
- Delší doba chlazení a proces chlazení a tuhnutí mohou ovlivnit celkovou účinnost výroby.
- Vyžaduje se více dokončovacích prací - Odlévané díly mají drsný povrch nebo přebytečný materiál (otřepy), který je třeba odstranit obráběním, například broušením a leštěním.
- Problémy s pórovitostí - může se jednat o problém vzduchových kapes nebo dutin, které vznikají během procesu odlévání a vytvářejí slabiny v konstrukční celistvosti.
- Degradace forem - Používáním forem pro opakované použití tyto formy časem degradují a tloušťka stěn dílů se zvětšuje, což s sebou nese výrobní vady a zvýšené náklady na údržbu.
Výhody tlakového lití
- Tlakové lití umožňuje jak vysokorychlostní výrobu, která je vhodná pro velkosériovou výrobu, tak i výrobu nízkých sérií.
- Vytváří pevné, přesně dimenzované díly - Díky vysokotlakému vstřikování vycházejí díly konzistentně, s úzkými tolerancemi a dobrou kvalitou, která minimalizuje další úpravy.
- Nevyžaduje mnoho následného zpracování - Tlakové odlitky mají obvykle hladký povrch a čisté detaily, které nevyžadují dodatečné opracování.
- Tlakové lití má vynikající opakovatelnost a umožňuje rovnoměrnost výroby v mnoha výrobních cyklech, což je důvod, proč je preferovanou metodou pro hromadnou výrobu.
- Dobrá povrchová úprava - nevyžaduje žádnou povrchovou úpravu, a proto je velmi vhodný pro výrobu výrobků, u kterých se dbá na estetiku.
Nevýhody tlakového lití
- Vyšší počáteční náklady (formy jsou drahé) - návrh a výroba forem pro tlakové lití může být nákladná, a proto neekonomická, pokud je výroba malého rozsahu.
- Nevhodné pro železné kovy - tlakové lití je zamrzlé pro hliník, zinek a hořčík, což omezuje rozsah možných materiálů.
- Nevhodné pro velké nebo tlusté díly - tenkostěnné díly jsou pro tlakové lití vhodnější než masivní nebo tlustostěnné. Tlakové lití zahrnuje rychlý proces chlazení.
- Pórovitost - je možné, že se výrobek během vstřikování naplnil vzduchem, což vede k pórovitosti, která způsobuje, že je výsledný výrobek slabý.
- Menší flexibilita při úpravách konstrukce - Po výrobě formy jsou úpravy konstrukce odlitků ve srovnání s jinými metodami lití nákladné a časově náročné.
8. Budoucnost odlévání a tlakového lití
Odlévání a tlakové lití je do budoucna (alespoň krátkodobě) slibné díky automatizaci a 3D tisku. Mezi hlavní trendy patří:
- Ekologicky šetrné materiály - Udržitelné a recyklovatelné slitiny.
- Chytrá výroba - automatizace řízená umělou inteligencí pro zvýšení efektivity.
- Integrace aditivní výroby v podobě hybridních procesů odlévání a 3D tisku.
V moderních průmyslových odvětvích tyto inovace zvyšují produktivitu, snižují plýtvání a výrobní náklady, čímž se výrobní procesy stávají ještě nepostradatelnějšími.
Závěr
Z různých průmyslových odvětví je výrobní proces výroby vysoce kvalitních kovových součástí stále jedním z hlavních výrobních procesů. Možnosti tlakového lití mají mnoho variant, z nichž každá poskytuje různé výhody pro konkrétní aplikace. Pevné a husté díly se vyrábějí gravitačním tlakovým litím, díly s minimálními vadami jsou strukturálně pevné při nízkotlakém tlakovém lití. Tlakové lití má úžasnou pevnost a odolnost, zatímco vakuové tlakové lití šetří na pórovitosti. Polotuhé tlakové lití má však výhody v mechanických vlastnostech a přesnosti pro vysoce výkonné aplikace a volba metody tlakového lití závisí na výběru materiálů, složitosti dílu, objemu dílu a typu požadovaných mechanických vlastností. Tento proces se stále zdokonaluje, pokud jde o nový vývoj v oblasti automatizace, vývoje slitin a přesného inženýrství, díky čemuž je jeho použití stále účinnější, méně nákladné a šetrné k životnímu prostředí.
Vzhledem k poptávce průmyslu po lehčích, pevnějších a odolnějších součástech se bude technologie neustále vyvíjet. Výrobci však mohou zabránit špatným vlastnostem výrobků, plýtvání a neefektivitě výroby volbou vhodné metody tlakového lití. Pro výběr nejlepší varianty výroby je nutné těmto variantám tlakového lití porozumět a získat nejvyšší kvalitu, spolehlivost a efektivitu výroby.
Často kladené otázky (FAQ)
1. Jak funguje tlakové lití a v jaké podobě?
Odlévání kovů procesem známým jako tlakové lití je proces, při kterém se roztavený kov vstřikuje do formy pod vysokým tlakem. To umožňuje výrobcům vyrábět složité, vysoce přesné kovové díly s vynikající povrchovou úpravou a velmi malým množstvím obrábění.
2. Kolik typů tlakového lití?
Hlavními formami tlakového lití jsou gravitační tlakové lití (GDC), nízkotlaké tlakové lití (LPDC), tlakové lití, vakuové tlakové lití a polotuhé tlakové lití. Různé výhody a nevýhody jednotlivých metod závisí na materiálu a aplikaci.
3. Jaké kovy se obvykle používají při tlakovém lití?
Hliník, zinek, hořčík, měď a jejich slitiny jsou nejčastěji používané kovy pro tlakové lití. Kov se vybírá podle hmotnosti, pevnosti, odolnosti proti korozi a tepelné vodivosti.
4. Proč je tlakové lití tak výhodné?
Vysoká efektivita výroby, vynikající rozměrová přesnost, minimální plýtvání materiálem, hladká povrchová úprava a možnost výroby složitých tvarů s malým množstvím dodatečného zpracování.